We value our partnerships with the media and welcome any inquiries about the ACG Group. Please use the resources on this page, or if you have any specific queries please reach out to the media contact listed below.

ACG launches DryPod™ – A Breakthrough Desiccant-Based Cold-Form Laminate Delivering Superior Protection for Moisture-Sensitive Pharmaceutical Blisters at PMEC 2025
ACG, the world’s most integrated provider of solid-dosage and packaging solutions, today announced the launch of DryPod™, a next-generation desiccant-based cold-form laminate engineered to protect highly moisture-sensitive drug molecules. DryPod™ marks a major advancement for pharmaceutical manufacturers who have long grappled with limited availability, rigid technologies, and compatibility issues within existing desiccant cold-form solutions.Moisture protection is essential to ensure drug potency throughout the product’s retail life. However, current market offerings rely heavily on a single patented co-extrusion-based technology, creating challenges such as restricted machine compatibility, dependence on specific lidding foils, long lead times, limited supplier options, and inconsistent on-ground technical support. DryPod™ overcomes these barriers, giving pharmaceutical companies the freedom to innovate without compromising product protection, regulatory compliance, or operational efficiency.Unlike legacy co-extruded structures, DryPod™ is built using a proprietary lamination-based approach, enabling consistent performance across all standard blister-forming technologies. This eliminates the need for specialised retrofits or process changes and gives manufacturers complete flexibility to run DryPod™ on their existing blister lines. The laminate can also be sealed with any PE-sealable lidding foil, reducing procurement dependencies and ensuring supply-chain agility across global operations.A significant differentiator for DryPod™ is its patent-clean design. Engineered with zero overlap with existing active patents in the desiccant co-extrusion space, DryPod™ offers pharmaceutical companies complete legal clarity and peace of mind when switching suppliers, scaling production, or expanding into new markets. This removes a longstanding barrier for companies seeking secure, long-term, and globally compliant moisture-protection solutions.DryPod™ is supported by ACG’s extensive global technical service network, ensuring smooth onboarding, rapid troubleshooting, and optimised packaging performance across diverse manufacturing environments. With its advanced protection capabilities and universal compatibility, DryPod™ represents a future-ready solution for safeguarding highly moisture-sensitive molecules.“DryPod™ is built for the realities of modern pharmaceutical manufacturing,” said Dr. Akbar Ali, General Manager and Head of Development and Technologies at ACG. “Manufacturers working with moisture-sensitive molecules have faced years of constraints due to rigid technologies and supply limitations. DryPod™ directly addresses these challenges, empowering innovators to bring critical therapies to market more efficiently and reliably.”With this launch, ACG strengthens its commitment to making global pharmaceutical manufacturing safer, smarter, and more flexible. DryPod™ is now commercially available worldwide.About ACGFor over 60 plus years, ACG has been innovating the production solutions for pharmaceutical and nutraceutical companies, that help make people better. As the world’s most integrated provider of oral dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions. All fully compliant with international standards. Today, ACG fosters long-term collaborative partnerships with customers in 138 countries across six continents. Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everybody we serve. For more information, please contact the ACG media relations team: madhurima.chakraborty@acg-world.com
Read more
ACG wins Red Dot Design Award for Personalised Medicine Concept
ACG, the world’s most integrated provider of solid-dosage solutions, is proud to announce that its Personalised Medicine Concept (PMC) has been awarded the prestigious Red Dot Award for high design quality in the Medical Devices and Technology category. The Red Dot is an internationally recognised symbol of design excellence, awarded only to concepts that demonstrate exceptional creativity and innovation.The PMC reflects the strength of the OneACG ecosystem, bringing together expertise from ACG Capsules, ACG Engineering, ACG’s global research and development centres (Scitech India and Europe), and Vantage Nutrition, an ACG group company. This collaboration unites cutting-edge capabilities in capsule and beadlet technology, precision engineering, and digital systems to deliver a fully integrated, intelligent OSD (oral solid dosage) manufacturing solution - from development through to delivery.The Personalised Medicine Concept represents a groundbreaking advancement in personalised nutrition and medicine. By addressing the limitations of the traditional one-size-fits-all approach, the PMC enables the production of tailor-made capsules. Each batch features a unique combination and dosage of ingredients, ensuring precision, safety, and efficacy-while minimising the risks of over or under-dosing typically associated with generic prescriptions.Developed independently by ACG’s R&D teams, the PMC underwent extensive prototyping and validation. Select partners were invited to experience the technology first-hand, following which ACG entered an exclusive collaboration with Art of You (AOY) for the European market. This partnership brings together ACG’s engineering excellence with AOY’s pioneering approach to personalised supplement development.Karan Singh, Managing Director at ACG, said: “We are honoured to receive the Red Dot recognition. In the healthcare sector, everyone talks about personalisation. Few can manufacture it. That’s what makes this moment different. Our engineers, scientists, and nutrition experts have built an end‑to‑end capsule platform that can read a person’s health profile and deliver the exact combination and dose – reliably and at scale. Red Dot recognises the design quality; I am proud of ACG’s discipline and grit in making personalisation a reality”Pablo Smolders, Founder at Art of You, added “We’re proud to collaborate with ACG in bringing the PMC to life - setting a new benchmark for fully personalised, capsule-based supplements across Europe. This achievement highlights the incredible dedication and innovation that went into developing a pharmacy-grade machine designed specifically for personalised health and wellness.”Werner Bongers, CEO of Scitech, concluded “The PMC is a testament to what OneACG stands for- seamless collaboration, smart integration, and a shared vision for the future of health. As ACG’s R&D centre, Scitech leads innovation from concept to creation, and this award reinforces our belief that purposeful design can transform the future of personalised medicine.”About ACGFor 65 years, ACG has been innovating production solutions for pharmaceutical and nutraceutical companies that help make people better. As the world’s most integrated provider of oral-dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions, all fully compliant with international standards. Today, ACG partners with customers in 138 countries across six continents. Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everyone we serve.Media contact:ACG Media Relations - madhurima.chakraborty@acg-world.com
Read more
ACG to invest $200 million in U.S. hard-shell capsule manufacturing
Dedicated facilities for gelatin and HPMC; 200+ jobs; operations targeted for early 2027; expands ACG’s 25-year U.S. presenceACG, the world’s most integrated provider of solid-dosage solutions, today announced a $200 million phased investment to establish its first empty-capsule manufacturing operations in the United States. The initial $100 million will fund a state-of-the-art hard-shell capsule facility in Atlanta, Georgia, with a second phase of $100 million planned to expand capacity and capabilities in the region. The investment is expected to create more than 200 jobs, with operations targeted to begin in early 2027.“ACG has served North America for over 25 years. This facility strengthens our ties with customers across the region—bringing us closer to them, enabling faster lead times, higher-quality service, and a more resilient, de-risked supply chain. Just as importantly, it lets us respond more quickly and co-develop new innovations through tighter R&D partnerships. It’s been a long time coming, and we’re glad to say it’s here,” said Karan Singh, Managing Director, ACG.ACG will establish dedicated facilities to manufacture gelatin and vegetarian (HPMC) hard-shell capsules, designed and operated to the highest global standards of quality, safety, and regulatory compliance. The program advances ACG’s Make it Better commitment and complements the company’s U.S. ecosystem spanning capsules, barrier packaging materials, processing and encapsulation machinery, visual inspection, and traceability solutions—supported by nationwide sales and service.“Atlanta is the right location to execute at scale,” said Selwyn Noronha, CEO, ACG Capsules. “Georgia and the City of Atlanta offer a pro-business environment, a strong talent pipeline, world-class connectivity, and reliable infrastructure. Combined with ACG’s recent facility builds in Aurangabad (HPMC), Thailand (gelatin), and expansions in Brazil, Croatia and India, we have the operating discipline to begin production quickly and deliver reliable supply for North American customers.”ACG has operated in the United States for more than 25 years, with North American headquarters in Piscataway, N.J., manufacturing liquid fill capsules in Chadds Ford, Pa., with several warehouses across the United States, and sales and service teams nationwide.About ACGFor 65 years, ACG has been innovating production solutions for pharmaceutical and nutraceutical companies that help make people better. As the world’s most integrated provider of oral-dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions, all fully compliant with international standards. Today, ACG partners with customers in 138 countries across six continents. Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everyone we serve.
Read more
Exclusive: ACG welcomes EC decision on titanium dioxide in pharmaceuticals
ACG, the world’s largest integrated supplier of pharmaceutical capsules and allied solutions, welcomes the European Commission’s recent announcement allowing the continued use of titanium dioxide in medicinal products.ACG has been deeply involved with this matter since the very inception of the concern, working on two fronts.On one side, the company has invested in the development of TiO2-free alternatives to support customer needs.On the other, ACG has played a key role in educating the global pharmaceutical community about the scientific possibilities and limitations in addressing the challenge.ACG is proud to have actively co-operated with the IQ Consortium, comprising 21 multinational pharmaceutical companies, in the creation of a robust database on the potential impact of a ban on TiO₂ in medicines.This scientific body of evidence played a vital role in informing the European Commission’s decision-making process.“This is a wise and pragmatic decision for the pharmaceutical sector,” said Dr Subhashis Chakraborty, General Manager, Head, Global Product Management at ACG Capsules.“And as the ongoing ban remains in place for the nutraceutical industry, we remain fully committed to supporting through innovative TiO₂-free capsule solutions.”Talking exclusively to NBR, Dr Subhashis Chakraborty (pictured) added: When the regulation on TiO₂ was first announced, it created significant uncertainty across the industry.ACG responded swiftly and responsibly, taking the time to understand the challenge in depth. Rather than taking advantage of the situation, we chose to proactively share the technical limitations and complexities associated with finding viable TiO₂-free alternatives.We made it very clear to our customers that an exact replacement for TiO₂, particularly to achieve white colour options, would not be possible with the current material science."This helped to set realistic expectations and prevent unnecessary reformulation risks."Our transparent communication enabled pharmaceutical companies, including the IQ Consortium, to make informed and strategic decisions, rather than operating in the dark.In doing so, we represented ourselves not only as market leaders but also as thought leaders, guiding the industry with expertise and insight, rather than simply responding to regulatory changes.In addition, while the regulatory changes originated in Europe, ACG also emphasised the broader global implications, especially for multinational corporations.We advised that organisations with global operations should remain aligned and proactively plan for potential ripple effects beyond the EU.As part of our commitment to supporting the industry, ACG has hosted multiple global knowledge-sharing sessions, including webinars, technical roundtables and direct consultations.These efforts continue to guide and educate the pharmaceutical community on both the regulatory landscape and the path forward for TiO₂-free innovations.
Read more
India's Basketball Revolution Begins: ACG launches India's First Professional Basketball League in association with BFI
Mumbai, June 6, 2025: Marking a transformative moment for Indian sports, ACG Sports Private Limited, has announced the launch of India’s first professional basketball league in association with the Basketball Federation of India (BFI). This groundbreaking initiative will feature structured competitive league in 5x5 and 3x3 formats for both men and women, establishing a comprehensive professional ecosystem that opens the door for athletes across the country to pursue basketball as a viable career.Designed to redefine how the sport is played, experienced, and supported in India, the league aims to shift basketball from a niche discipline into a mainstream pursuit. It will serve as a long-term catalyst for India’s presence on the global basketball stage, backed by world-class infrastructure, holistic athlete development, and robust community engagement.The league is being driven by ACG Sports Pvt. Ltd., a division of ACG, a global leader in integrated manufacturing solutions for the pharmaceutical and nutraceutical industries. Leveraging ACG’s deep-rooted commitment to societal advancement, this initiative represents a natural extension of its decade-long investment in grassroots basketball programs.To guide the league’s global strategy and operations, Mr. Jeremy Loeliger, Former CEO & Commissioner of Australia’s National Basketball League (NBL), has been appointed Director of ACG Sports. In his new role, Loeliger will lead the development of the league’s blueprint, bringing international standards of governance, competition, and commercial innovation to the Indian shores.“Basketball represents more than just a sport – it is a vehicle for building character, leadership, and opportunity," said Mr. Karan Singh, Managing Director of ACG. "Our decade-long journey, beginning with grassroots initiatives has focused on systematically making basketball accessible across India while building the professional pathways that young athletes need to thrive."He further added, "Our vision for this professional basketball league is to establish a self-sustaining ecosystem where every child with passion and talent can see a viable future in basketball in India. We're grateful for the partnership with BFI in making this dream a reality. While this is a commendable first step, we know that building a thriving basketball ecosystem will require sustained effort and collective support to reach its full potential.”ACG’s leadership role in this initiative goes far beyond league operations. As part of its long-term strategy, ACG will launch India’s first fully residential high-performance centre within the year. The academy will feature world-class facilities, attract top coaching talent from the U.S. and Australia, and offer comprehensive training programmes for players, coaches, and referees. Nutrition, mental wellness, and academic balance will be integral to the curriculum – ensuring holistic development of future stars.Mr. Aadhav Arjuna, President of the Basketball Federation of India, stated: “This partnership with ACG is unlike anything we’ve seen before. It is driven by vision, structured for long-term impact, and rooted in a clear understanding of what Indian basketball truly needs. We’re building not just visibility, but real momentum and global credibility. Our vision is to win medals at the Asian Games and Olympics”Mr. Kulvinder Singh Gill, Secretary General of the Basketball Federation of India, stated: “This league will unlock new opportunities for young Indian talent to grow, compete professionally, and gain invaluable exposure alongside international players and coaches.”The complete league framework including team structures, competition formats, player eligibility, and governance models – is currently in development with input from global basketball experts and key industry stakeholders. Detailed announcements on participation guidelines, venue requirements, and operational protocols will follow in a phased rollout.In the coming months, the newly formed League Council will begin overseeing standards and operations, while nationwide scouting initiatives, customised athlete development tracks, and dynamic fan engagement programs will begin laying the foundation for a vibrant, inclusive, and commercially sustainable basketball culture in India.About Basketball Federation of India (BFI)The Basketball Federation of India (BFI) is the governing and controlling body of basketball in India. It is responsible for the development and promotion of the sports at all levels. BFI manages all the national-level basketball operations in India.First national level tournaments were organized in India in 1934. The India national basketball team became a member of FIBA in 1936. The governing body, BFI, was formed in 1950. Mr. Aadhav Arjuna is the President of Basketball Federation of India.About ACGFor over 60 plus years, ACG has been innovating the production solutions for pharmaceutical and nutraceutical companies, that help make people better.As the world’s most integrated provider of oral dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions. All fully compliant with international standards.Today, ACG fosters long-term collaborative partnerships with customers in 138 countries across six continents.Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everybody we serve.ACG Sports Private Limited is a wholly owned subsidiary of ACG, and while it operates in a different sector, it is firmly grounded in the same institutional principles of precision, scalability, and long-term value creation.For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
ACG Packaging Materials GHG Commitment Validated and Approved by SBTi
ACG Packaging Materials, a leading global supplier of integrated manufacturing solutions for the pharmaceutical and nutraceutical industries, has taken a significant step forward in its sustainability journey as the Science Based Targets initiative (SBTi) officially validated the company’s greenhouse gas (GHG) emission reduction targets. This validation aligns with ACG’s core philosophy of Making it Better, reinforcing its commitment to impactful progress toward a sustainable future.ACG Packaging Materials has committed to reducing absolute Scope 1 and 2 GHG emissions by 90%. The company has also committed to reducing Scope 3 GHG emissions from purchased goods and services, fuel and energy-related activities, and upstream transportation and distribution by 97% per tonne of products produced within the same timeframe.Speaking on this milestone, Karan Singh, Managing Director of ACG, said, “At ACG, we recognise that the future of the pharmaceutical and nutraceutical industries depends on our ability to innovate responsibly and operate sustainably. This validation provides us with a clear, science-backed framework to drive meaningful progress in reducing our environmental impact. As we move forward, our focus will be on integrating sustainable practices across our operations, investing in advanced technologies, and collaborating with stakeholders to build a resilient, low-carbon future. This milestone is a testament to our dedication to making it better while ensuring that our industry remains aligned with global climate goals”Mr. Shivshankar S.R, CEO of ACG Packaging Materials, “The SBTi validation solidifies our commitment to a business model that thrives in a carbon-conscious future. We're not simply aiming for incremental improvements; we're undertaking a fundamental shift in how we operate. Our ambitious interim targets—reducing absolute Scope 1 and 2 emissions by 54.6% and Scope 3 emissions by 61.07% per tonne of products by FY2033—demonstrate our dedication to tangible progress. This commitment enhances our ability to attract sustainability-focused investors, fortifies our supply chain, and establishes ACG as a leader in responsible manufacturing”Sunil Kumar, Head of CSR and Sustainability at ACG said, “This validation is a testament to our unwavering commitment to environmental stewardship and social responsibility. At ACG, we believe that business success is intrinsically linked to the well-being of our planet and communities. Our focus now is on expanding our sustainability initiatives beyond our operations, engaging our employees, and partnering with local communities to create a lasting positive impact. We are dedicated to building a more sustainable and equitable future for all”The Science Based Targets initiative (SBTi), a collaboration between the Carbon Disclosure Project (CDP), United Nations Global Compact (UNGC), World Resources Institute (WRI), and Worldwide Fund (WWF), provides a globally recognized framework for companies to set GHG reduction targets aligned with climate science. It specifies how much and how quickly emissions must be reduced to limit global warming to well below 1.5°C above pre-industrial levels.
Read more
ACG to boost Mexico presence with appointment of Jessica Alfaro
ACG Engineering, a division of ACG, the world's only integrated pharmaceutical solutions and manufacturing company, is delighted to announce the appointment of Jessica Alfaro as territory sales manager for the Mexico region, as the company seeks to vastly increase its presence in the territory. In her new role, Jessica Alfaro will be responsible for promoting ACG’s portfolio of process and packaging machinery in Mexico, establishing new bonds with customers through the commitment of providing integral solutions to improve their processes. With a passion for engineering, Jessica previously worked as a sales engineer for Nicolás, Sven, Pacheco Y Andresen, Design and Engineering. Her responsibilities included the monitoring of technical specifications and industry standards, as well as the continuous development of the overall product offering. She also led board sessions, assigning requirements to valid use cases that highlighted the capabilities of the product. In addition, she worked closely with customers and the engineering team to determine the needs of the process and the requirements of the system. Commenting on the appointment, John Carey, vice-president of Sales at ACG Engineering, said: “We’re delighted to welcome Jessica into this pivotal new role. ACG is currently placing real focus and investment in the Mexico region for our process and packing machinery supporting both pharmaceutical and nutraceutical manufacturers with state-of-the-art technologies. We believe her experience and dedication will play a key part in building strong customer relations in the area.”Jessica Alfaro added: “I am delighted to be joining ACG, and embracing the challenges associated with gaining a deep understanding of our clients and providing them with the best solutions to help drive their business success. “I am excited by the idea of applying my analytical skills to design efficient and sustainable processes. My chemical engineering background gives me the opportunity to merge my passions for problem solving and teamwork, allowing me to contribute to the development of technologies and solutions that have a positive impact on the world around us.”About ACGFor over sixty years, ACG has been innovating the production solutions for pharmaceutical and nutraceutical companies, that help make people better. As the world’s most integrated provider of oral dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions. All fully compliant with international standards.Today, ACG fosters long-term collaborative partnerships with customers in 138 countries across six continents. Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everybody we serve. For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
ACG Becomes the World’s First Capsule Manufacturing Factory to Join the Global Lighthouse Network Community 2023-24
ACG Capsules Pithampur, India is ACG’s 1st lighthouse to join the community Karan Singh, Managing Director and Balajikasiram Sundararajan, Chief Digital Officer attend the Global Light House Network ceremony in Davos to collect the award. ACG, the world's largest integrated supplier and service provider to pharmaceutical industry celebrated the inclusion of its capsule manufacturing facility in Pithampur, India, into the esteemed Global Lighthouse Network (GLN) by the World Economic Forum at the 54th Annual Davos Summit. The World Economic Forum’s Global Lighthouse Network has acknowledged the exemplary integration of Fourth Industrial Revolution (4IR) technologies, including artificial intelligence and big data analytics, by select factories globally. These facilities have been distinguished for their commitment to enhancing efficiency, fostering sustainable development, and simultaneously advancing their workforce’s skills and safeguarding the environment.Upon receiving the award, Mr. Karan Singh, Managing Director, said: “I am delighted to receive this recognition on behalf of my team. For me the most unforgettable part of our journey wasn't any technology or efficiency milestone, but the incredible team that made it all possible. Just ordinary people, united towards one goal, bringing about innovative collaborations to push boundaries of what is possible.” He added: “One of the stand-out features of our application was the Gen-AI integration. Something that was done in the less than two weeks. In between all the debate on what Gen-AI can do to humans it is a beautiful reminder that ‘technology is brilliant, but humans drive the change’. Let's remember that!”ACG operates across 138 countries in six continents and has positioned itself as a leader in the pharmaceutical sector by focusing on high-quality capsule production, increasing responsiveness, improving production yields, and boosting workforce efficiency. The company produces billions of capsules annually and has implemented over 25 innovative applications of 4IR technologies, including the industrial internet of things (IIoT), machine learning (ML), deep learning (DL), digital twins, extended reality, and generative AI.Selwyn Noronha, CEO, ACG Capsules, added: “We are extremely proud of our first factory lighthouse. From its inception the facility has pioneered in its field, but this latest honour recognises the excellence in adopting AI at speed and scale.“Our continued future-focused approach sets new benchmarks in quality and innovation, with the aim of ensuring maximum benefit for customers, regulators and the entire pharmaceutical ecosystem.”About Global Lighthouse Network Global Lighthouse Network is a collaborative platform bringing together forward-thinking manufacturers leading the charge in adopting Fourth Industrial Revolution technologies. Leveraging innovations like artificial intelligence, 3D-printing, and big data analytics, Lighthouses drive efficiency, competitiveness, and transformative business models at scale, fostering economic growth while championing workforce augmentation, environmental protection and providing a collaborative learning journey for all-sized manufacturers globally. The Global Lighthouse Network is a World Economic Forum initiative co-founded with McKinsey & Company and counselled by an Advisory Board of industry leaders, including Contemporary Amperex Technology (CATL), Foxconn Industrial Internet, Henkel, Johnson & Johnson, Koç Holdings, Schneider Electric, and Siemens. Factories and value chains that join the network are designated by an independent panel of experts.About ACG For over 60 plus years, ACG has been innovating the production solutions for pharmaceutical and nutraceutical companies, that help make people better. As the world’s most integrated provider of oral dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions. All fully compliant with international standards. Today, ACG fosters long-term collaborative partnerships with customers in 138 countries across six continents. Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everybody we serve.For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
ACHEMA 2024: ACG Engineering on a mission to collectively ‘Make it Better’ World’s largest integrated supplier to the solid dosage manufacturing industry to display wide range of engineering and capsules products
At ACHEMA 2024 ACG Engineering, which provides end-to-end pharmaceutical engineering solutions,will be displaying its broadest range of products to date – underlining its commitment to ‘Making it Better’ for the industry and patients alike.The all-encompassing machines displayed will include the QUEST FB I, which is a highly versatile 'plug and play' fluid-bed unit for lab-scale feasibility studies. Also on show will be the ZRO 90T - a high-yield capsule filler. As will be the ACCURA 100FF - ACG's precision capsule checkweigher, suited for medium to large production batches with a capacity of 100,000 capsules per hour. Also on display will be the PROTAB 300 – a single rotary tablet press, which is suitable for R&D, small and medium-batch production, making scalability far easier, and the SECURECOAT TC III tablet coater, designed with operator safety and for use with highly potent active pharmaceutical ingredients (HPAPIs).Borja Guerra, vice president of international sales at ACG Engineering, said: “At ACG, we deliver efficient cutting-edge technology and a highly consistent ROI ratio for our global customer base, because we actively listen to them and their needs and take a collective approach towards ‘Making it Better’.“By aligning our shared strength and cross-divisional synergies with our Capsule and Films and Foils business units we are able to offer a whole world of different and highly targeted products and services – supporting large pharmaceutical companies and generic manufacturers with equal focus.”“We are really looking forward to ACHEMA 20024 and meeting with the industry to share knowledge and insights and to hopefully forge some new and exciting partnerships, continuing the expansion of ACG’s global footprint.”ACG will be exhibiting on stand A71 in Hall 3.1, between 10-14 June in Frankfurt.-Ends-About ACG For over 60 plus years, ACG has been innovating the production solutions for pharmaceutical and nutraceutical companies, that help make people better.As the world’s most integrated provider of oral dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions. All fully compliant with international standards.Today, ACG fosters long-term collaborative partnerships with customers in 138 countries across six continents.Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everybody we serve. For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
Vantage Nutrition to champion ‘better delivery’ at Vitafoods Europe 2024
At this year’s Vitafoods Europe, Vantage Nutrition (an ACG group company), will be showcasing and championing the term ‘better delivery’. With a real focus on innovation, the team will be debuting the outstanding beadlet technology, a complete product offering ultimate ingredient performance.Other ACG Capsules products on show will include ACGcaps™ H+, the world's first independently certified* ‘Clean Label' eco-friendly capsule, which is made using thermogelation technology (water and cellulose only). Alongside will be the ACGcaps™ TSafe opaque and TiO2-free clean capsules, with the enhanced version offering flexibility with pigmentation options.Aaron Quinn, head of business development at Vantage Nutrition – Europe, commented: “We know that the world’s healthiest products demand the world’s cleanest capsules performance through more advanced technologies. Through our innovations, we are committed to supporting nutraceutical brands when it comes to time consuming and costly R&D.“With the development of beadlet technology we are able to offer ultimate ingredient performance and enhanced delivery. Beadlets release ingredients over time, boost absorption and improve bioavailability. And by working with one supplier, manufacturers can ensure they have full control over all processes, with the 360 service – ensuring better results and enhanced uptake.”ACG is the world’s largest integrated supplier of pharmaceutical and nutraceutical solid dosage products and services. Along with the commitment to delivering integrated solutions and cutting-edge technology, Vantage Nutrition aims to provide the most comprehensive and advanced multiphase solutions to customers globally. The team’s focus in on turning product ideas into reality fast – helping companies enable, enhance, and differentiate nutra brands - from a full-service partnership to specific value additions.ACG will be exhibiting on stand H37, between 14-16 May in Geneva.* Certifications are applicable to certain colours and/or variants.About ACG For over 60 plus years, ACG has been innovating the production solutions for pharmaceutical and nutraceutical companies, that help make people better.As the world’s most integrated provider of oral dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions. All fully compliant with international standards.Today, ACG fosters long-term collaborative partnerships with customers in 138 countries across six continents.Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everybody we serve. For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
ACG awarded ‘Great Place To Work’ certification for a fourth consecutive year
ACG, the world’s largest integrated supplier and service provider to the pharmaceutical industry, is delighted to announce that for the fourth consecutive year, it has achieved the ‘Great Place To Work’ certification. This certification recognises employers who create an outstanding employee experience.Within ACG, five business units (Capsules, Corporate, Scitech – Research and Development Centre, Machinery, and Inspection), have been certified as a ‘Great Place to Work’. The comprehensive study, spanning five locations in India, encompassed approximately 3000 associates across management and plant categories. The process entailed a thorough survey based on key levers that define an organization's culture.Nikita Panchal, Group Head Talent, OD and DEI at ACG, said: “Winning this award for the fourth consecutive year fills me with pride and gratitude, recognizing the collective effort of our associates. It serves as a reminder of our commitment to excellence and the fact that institution-building is at the centre of all our actions as an organization.“ACG fosters collaboration by nurturing teamwork and effective communication. We care for our associates and the business community through support initiatives, and we remain progressive by supporting change and innovation. Our associates are encouraged to embrace our values, seize opportunities for growth and contribute their unique talents to shape a bright future together.”Sunil Jha, Group CHRO of ACG Group, added: “ACG thrives on collaboration through cross-functional teamwork, and – at all times – we prioritize the wellbeing of our associates.“Winning this award is incredibly gratifying and I am appreciative that all our associates have worked together to make this happen.”-Ends-About ACGFor over sixty years, ACG has been innovating the production solutions for pharmaceutical and nutraceutical companies, that help make people better. As the world’s most integrated provider of oral dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions. All fully compliant with international standards.Today, ACG fosters long-term collaborative partnerships with customers in 138 countries across six continents. Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everybody we serve. For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
Interphex 2024: ‘ACG focuses on lowering manufacturer’s TCO’
At this year’s Interphex, ACG Engineering, part of ACG - the world's only integrated pharmaceutical solutions and manufacturing company - will be focusing on its cost-effective approach to taking generics to market.ACG’s methodology is based on speed-to-market, production efficiency and reducing manufacturing costs.Borja Guerra, vice-president of international sales at ACG, said: “As a highly experienced global supplier of process and packaging machinery of all oral solid dosage requirements, we are attuned to local market requirements. We aim to provide a low TCO (total cost of ownership) for premium pharmaceutical equipment.“With over six decades of experience partnering in the oral solid dosage space, we have taken over 8000 generics to market, working with more than 1000 pharmaceutical manufacturers to achieve this.”ACG will be showcasing its ACCURA 100 FF. The capsule checkweigher is designed specifically for precise, automatic, and continuous weighing of each capsule – whether empty, filled or partially filled, with anything from powder to pellets, and which is format free.ACG is the world’s largest integrated supplier of pharmaceutical and nutraceutical solid dosage products and services. The company will be exhibiting on stand 3515 between 16-18 April in New York.About ACG For over 60 plus years, ACG has been innovating the production solutions for pharmaceutical and nutraceutical companies, that help make people better.As the world’s most integrated provider of oral dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions. All fully compliant with international standards.Today, ACG fosters long-term collaborative partnerships with customers in 138 countries across six continents.Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everybody we serve. For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
ACG Inspection launches new cloud-based offering to address upcoming VRS requirements under DSCSA regulations
In light of the impending Drug Supply Chain Security Act (DSCSA) regulations, ACG Inspection, a leading track and trace solutions provider for the pharmaceutical industry, has launched its new cloud-based Verification Router Service (VRS).The new system, which forms part of the ACG’s Inspections Life Sciences Cloud Service and Compliance Gateway, enables the automatic verification of saleable returns through product identifiers by routing requests and responses between stakeholders. Serialized products are assigned a unique identifier that can be used to track the product throughout its entire journey, enabling wholesalers to verify the authenticity of the products before they are resold.Shine Vijayan, CTO at ACG, commented: “The regulations, which have now been delayed by 12 months (coming into force in November 2024), will require all trading partners in the pharmaceutical supply chain to verify the identifier of any serialized drug product before redistributing it.“ACG’s existing VeriShield solutions tackles the implementation and interoperability challenges faced at Level 1, through to Level 3. With DSCSA’s regulation in place, ACG’s VRS covers level 4 - helping pharmaceutical manufacturers, distributors and retailers easily track and verify the saleable returns and secure their supply chain from counterfeit and substandard products.“ACG works closely with its customers, helping to address their pain points - one of which being concerns around data security. Our VRS employs robust security measures to safeguard serialized product information, guaranteeing the confidentiality and integrity of sensitive data throughout the verification process.”The system also guarantees real-time verification, to enhance operational efficiency and prevent supply chain delays. Additionally, it provides scalability assurance to accommodate an expanding volume of serialized data, to ensure continued robustness and reliability. And it incorporates exception handling, empowering stakeholders to address issues promptly to help maintain supply chain integrity.Shine Vijayan: “We are trusted experts and through our Life Sciences Cloud Service and Compliance Gateway, we can support counterfeit prevention, improving recall efficiency and data security. At all times, ensuring our clients are fully compliant with international standards and ready to meet the requirements as laid out in the impending DSCSA regulations.” -Ends- About ACGFor over sixty years, ACG has been innovating the production solutions for pharmaceutical and nutraceutical companies, that help make people better. As the world’s most integrated provider of oral dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions. All fully compliant with international standards.Today, ACG fosters long-term collaborative partnerships with customers in 138 countries across six continents. Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everybody we serve. For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
ACG Engineering launches the Smart Coater X.ONE Series Company’s fastest tablet coater ensures optimised production processes
ACG Engineering, a division of ACG, a leading supplier of integrated manufacturing solutions to the global pharmaceutical and nutraceutical industries, is delighted to launch its new Smart Coater X.ONE series, the company’s fastest tablet coater to date.The Smart Coater X.ONE has been designed to make tablet coating extremely fast, with an extra emphasis on process speed, efficiency and operator ease. Its advanced baffle design ensures the quickest process times for batches from 10-100%.Features of the new coater include a unique airflow pattern for optimized drying, a fully-perforated coating drum, closed dust-free charging, integrated discharge baffles, temperature sensor, a high-performing spray-arm and a 2.0 spray nozzle which has been developed with an anti-bearding cap. It also incorporates ACG’s exclusive X•ONE command and control system, designed to facilitate compliance with cGMP standards. Richard Stedman, CEO at ACG Engineering, said: “Our Smart Coater machines are already renowned for their innovative features and operator friendly designs. Now, after a lengthy period of development, we are excited to announce the launch of the X.ONE series.“Our quality-commitment philosophy means that the new machine has been crafted to achieve maximimum efficiency and flexibility for superior tablet coating, across every process – from charging to coating, discharging to cleaning. Each and every cycle is now swifter, more streamlined and profitable.“The fast tablet coater to date is already garnering real interest, and we look forward to continuing to showcase it capabilities at the upcoming CPhI event in Barcelona at the end of the month.” (XXX – may want to adapt this sentence, to reflect true accuracy)-Ends-About ACGFor over 60 years, ACG has been innovating the production solutions for pharmaceutical and nutraceutical companies, that help make people better.As the world’s most integrated provider of oral dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions. All fully compliant with international standards.Today, ACG fosters long-term collaborative partnerships with customers in 138 countries across six continents. Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everybody we serve.For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
ACG acquires Technical Aluminium Foil Company
Further underpinning business growth across the Middle Eastern and African marketsACG announces full shareholding ownership of Technical Aluminium Foil Company (TAFC). This strategic move further solidifies ACG's growth trajectory across the Middle Eastern and African markets.As the world's only integrated pharma manufacturing solutions company, ACG offers a diverse range of products including capsules, films, foils, engineering equipment and inspection systems. The addition of TAFC, a prominent aluminium foil packaging company based in the UAE, strengthens ACG's position as a leading provider of comprehensive packaging solutions.TAFC boasts over a decade of experience serving the pharmaceutical and food industries with its extensive range of aluminium and specialty packaging foils renowned for their exceptional high barrier properties. The company's expertise in lacquering, lamination, printing and slitting further enhances ACG’s capabilities in meeting the diverse packaging needs of its clients.This acquisition represents ACG Group's inaugural venture in the Middle East, following recent successful acquisitions of ComboCap and AquaCap in the Americas. TAFC seamlessly aligns with ACG Films and Foils' existing business operations, enabling both entities to harness their collective strengths and expertise for accelerated growth.Shivshankar S.R., CEO at ACG Films & Foils, said: “We are excited to be making our first acquisition in the UAE. This strategic collaboration will further support our work in bringing innovative and high-quality packaging products to market, while reducing lead times and improving service levels.“By joining forces, the companies will be able to leverage their combined strengths and expertise to propel the business forward in the Middle Eastern and African markets.”-Ends-About ACGIn accordance with its commitment to making the world healthier, ACG has been delivering exceptional solutions to the global pharmaceutical and nutraceutical industry for sixty years, across six continents and in a hundred countries.Collaboration is at the core of ACG’s ethos. ACG is the world’s only integrated pharma manufacturing solutions company, with products ranging from capsules to films & foils, to engineering equipment and inspection systems – all that meet international regulatory requirements. For ACG, it’s always about finding innovative solutions to the world’s greatest health challenges, together.For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
Vantage Nutrition LLC acquires ComboCap Inc
This acquisition positions Vantage Nutrition as the only company in the world supplying Sidebysideä health products to nutritional and pharmaceutical markets, for enhanced combinations.Vantage Nutrition, an ACG group company announces full shareholding ownership of ComboCap Inc (USA) and BioCap (South Africa).ComboCap is renowned for the invention and commercialization of its Sidebyside technology, the world’s first three-piece capsule health product that contains an internal divider, enabling wet and dry ingredients to be brought to market side by side, separated-but-together. Backed by 80 international patent awards ComboCap has been supplying nutritional brand customers with unique finished product solutions out of its cutting-edge cGMP plant in NJ, USA. This acquisition marks a significant milestone for Vantage Nutrition and ACG, as it further expands its technology and customer solutions footprint in North America and around the world.ACG is the world’s largest integrated supplier of pharmaceutical and nutraceutical solid dosage products and services. Vantage Nutrition, an ACG group company, already has an excellent reputation as an innovator of liquid filled capsule solutions. ComboCap marks Vantage Nutrition’s second US investment in less than a year, and first in S.A, after Philadelphia-based ‘AquaCap’ was acquired from Nestlé S.A. With this expansion of manufacturing capabilities and patented technology, along with the commitment to delivering integrated solutions and cutting-edge technology, Vantage Nutrition aims to provide the most comprehensive and advanced multiphase solutions to customers globally.Karan Singh, Managing Director at ACG, said, "As one of world’s largest producers of empty hard-shell capsules, at ACG we have often thought, what next? Strengthening our portfolio of most comprehensive vegetarian and gelatin capsules, in every imaginable size, I am thrilled to announce the acquisition of ComboCap Inc and BioCap. We now will hold the patented design and specialized equipment used inproducing the world’s first 2-in-1 capsule product with a movable membrane, becoming the sole proprietor of this technology globally.With our partners, we will usher a new era in new combinations of dietary supplements, and even non-prescription or over-the counter (OTC) remedies as well as prescription (Rx) medicines to be delivered in a single dose. This technological breakthrough is a solution to current formulation challenges with many combination therapies, including incompatible ingredients or molecules. Capsules are arguably the safest and most reliable way to deliver medicine and we at ACG strive to make it better.”Tobie Louw, a Founder and CEO of ComboCap Inc, said: “Vantage Nutrition is the perfect partner for our business, and we are very excited to be part of the ACG family. We share a passion for innovation and the commitment to bring nutraceutical and pharmaceutical customers the best possible solutions and services. By joining forces and leveraging our collective capabilities we’ll no doubt bring Sidebysideä to nutraceutical and pharmaceutical markets the world over.”-Ends-About Vantage NutritionVantage Nutrition, part of the ACG Group, is one of the world’s largest and most respected manufacturer of hard-shell liquid-fill capsule solutions. As a strategic consultancy and manufacturing partner in the nutraceutical space, Vantage Nutrition helps clients bring high-quality and innovative products to market, fast. About ACGIn accordance with its commitment to making the world healthier, ACG has been delivering exceptional solutions to the global pharmaceutical and nutraceutical industry for sixty years, across six continents and in a hundred countries.Collaboration is at the core of ACG’s ethos. ACG is the world’s only integrated pharma manufacturing solutions company, with products ranging from capsules to films & foils, to engineering equipment and inspection systems – all that meet international regulatory requirements. For ACG, it’s always about finding innovative solutions to the world’s greatest health challenges, together.For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more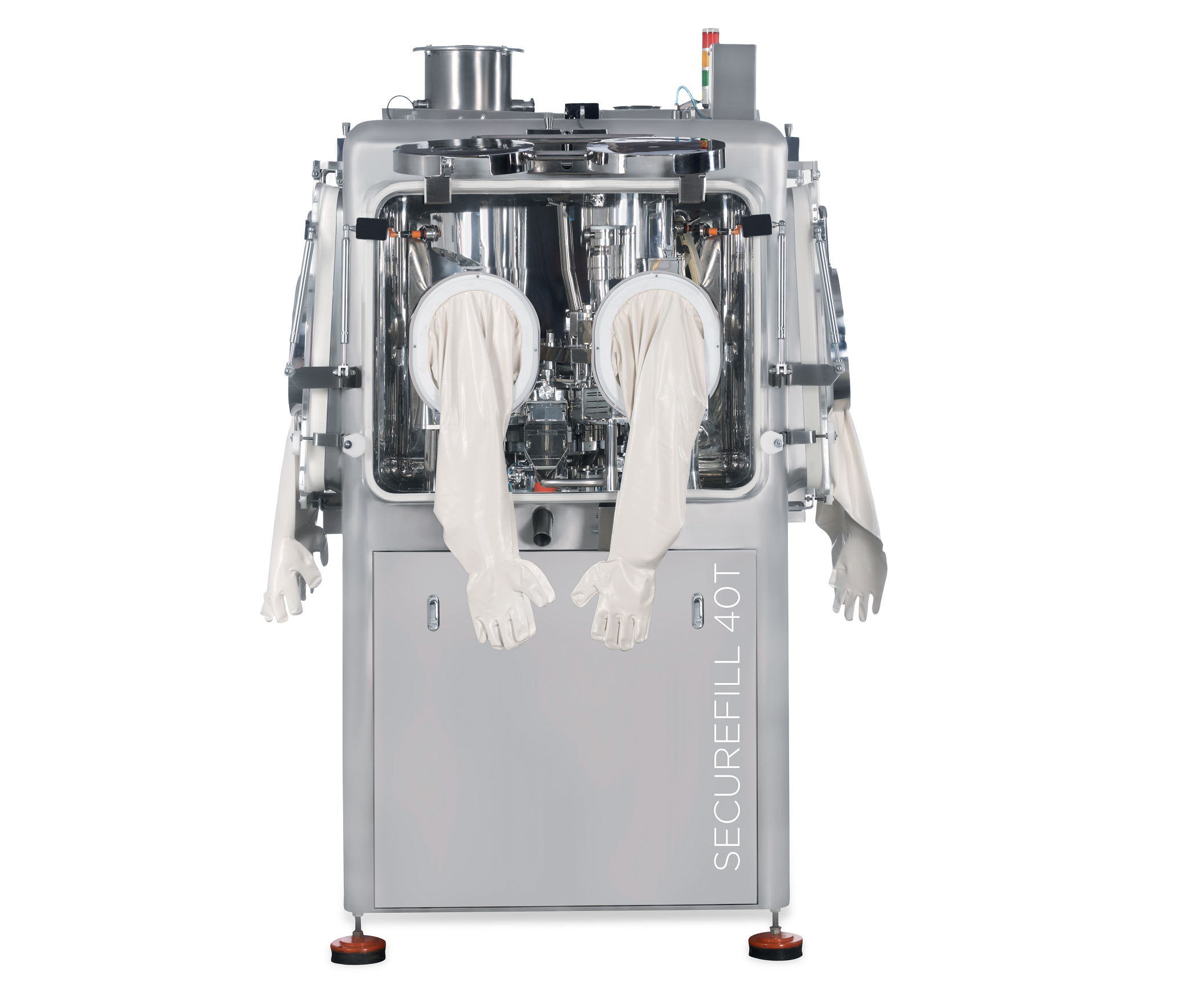
ACG Engineering – SECUREFILL 40T
Tablets & CapsulesCapsule Filling Equipment & Supplies (February 2023)ACG Engineering – SECUREFILL 40TThe Securefill series is ACG’s high-level containment capsule-filling machine range. Designed for filling capsules with highly potent and/or toxic drugs, the machines comply with occupational exposure band (OEB) up to level 4.Built with operator safety in mind, these machines are equipped for filling capsules with oncological, biopharmaceutical, antiviral formulations, and other such highly potent active pharmaceutical ingredients (HPAPIs).Features:• SS316L monoblock structure containing HEPA filters, a rapid transfer port (RTP), glove ports, and accurate dosing mechanisms maintained in a negative pressure environment.• Provision for contained charging and discharging.• Wet-in-place system to ensure wetting of all suspended particles in the pharma zone.• Can be integrated with check-weighers, metal detectors and de-dusters under containment conditions.Benefits:• Ensures complete containment, thereby avoiding operator contact within OEL range 1-10µg/m3.• Integrated containment philosophy for upstream and downstream processes.• Enables easy cleaning.• Supports the production of life-saving drugs that contain HPAPIs.Technical specifications: SECUREFILL 40T Capsule size 00 - 5 Maximum speed 40,000 capsules/hour OEL 1-10µg/m3About ACGIn accordance with its commitment to making the world healthier, ACG has been delivering exceptional solutions to the global pharmaceutical and nutraceutical industry for sixty years, across six continents and in a hundred countries.Collaboration is at the core of ACG’s ethos. ACG is the world’s only integrated pharma manufacturing solutions company, with products ranging from capsules to films & foils, to engineering equipment and inspection systems – all that meet international regulatory requirements. For ACG, it’s always about finding innovative solutions to the world’s greatest health challenges, together.For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
Vantage Nutrition LLC acquires Aquacaps from Nestlé Health Science
Vantage Nutrition’s innovative nutraceutical offering expands into North America.. Vantage Nutrition, an ACG Group company, announced on 1st December 2022 that it has acquired Philadelphia-based ‘Aquacaps’ – an asset of Nestlé Health Science. Aquacaps is a leading contract manufacturer of liquid-filled capsules within the nutritional supplement industry in the United States. Its novel liquid delivery technology allows for the liquid filling of hard gelatin and vegetarian capsules. ACG is the world’s largest integrated supplier of pharmaceutical and nutraceutical products and services. Vantage Nutrition, an ACG group company, already has an excellent reputation as an innovator of two-piece liquid fill capsule solutions. The company’s mission is to be the most efficient partner in delivering innovative and high-quality nutraceutical products to customers globally. Karan Singh, Managing Director of ACG, said: “Although ACG has been established in North America for the last 20 years, this marks our first acquisition in the territory and is a key next step in our global expansion strategy. With this increase in our footprint and manufacturing capabilities, coupled with Vantage’s innovative technologies and 360-degree service offering, we aim to provide the most advanced combination liquid-fill solutions for customers across the region.” About VantageVantage Nutrition, part of the ACG Group, is one of the world’s largest and most respected manufacturer of hard-shell liquid-fill capsule solutions. As a strategic consultancy and manufacturing partner in the nutraceutical space, Vantage helps clients bring high-quality and innovative products to market, fast. About ACGIn accordance with its commitment to making the world healthier, ACG has been delivering exceptional solutions to the global pharmaceutical and nutraceutical industry for sixty years, across six continents and in a hundred countries.Collaboration is at the core of ACG’s ethos. ACG is the world’s only integrated pharma manufacturing solutions company, with products ranging from capsules to films & foils, to engineering equipment and inspection systems – all that meet international regulatory requirements. For ACG, it’s always about finding innovative solutions to the world’s greatest health challenges, together.For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
ACG appoints Shankar Gupta as Chief Sales Officer Industry authority to re-join business in a newly created role
ACG, the world’s largest integrated pharmaceutical and nutraceutical manufacturing solutions provider, is delighted to announce that Shankar Gupta will be re-joining the business in the newly created role of Chief Sales Officer.In his new role, Shankar will be responsible for driving sales across all four ACG divisions (Films and Foils, Capsules, Inspection and Engineering) in order to continue building the company’s ‘One ACG’ agenda. Essentially, this will involve bringing further uniformity to ACG's customer outreach processes, creating more integrated solutions, and ultimately providing a consistent brand experience to ACG’s global customers, regardless of business division or location. He will also focus on scaling new initiatives.Shankar will report directly into the managing director, Karan Singh, who comments:"I am so pleased that Shankar Gupta has decided to rejoin the business during this exciting time. His understanding of ACG and its deliverables, and deep insight into our customers’ businesses will help us to align ourselves better to their changing needs. More importantly, he will champion and support better collaboration and partnership with customers.“Shankar will be pivotal in calibrating and aligning our business units to our goal of ‘Making it Better’, and our belief that everyone deserves access to good medicine."Shankar Gupta adds: “I am excited to use my experience in the pharmaceutical industry to augment ACG's growth by aligning the organisation to the changing dynamics of the global healthcare Industry.“It will certainly call for a huge collaboration of efforts both internally and with our customers, but will ultimately lead to a richer, deeper and more numerous partnerships.”-Ends-About ACGIn accordance with its commitment to making the world healthier, ACG has been delivering exceptional solutions to the global pharmaceutical and nutraceutical industry for sixty years, across six continents and in a hundred countries.Collaboration is at the core of ACG’s ethos. ACG is the world’s only integrated pharma manufacturing solutions company, with products ranging from capsules to films & foils, to engineering equipment and inspection systems – all that meet international regulatory requirements. For ACG, it’s always about finding innovative solutions to the world’s greatest health challenges, together.For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
ACG appoints Udit K Singh as CEO of ACG Inspection
ACG, a leading supplier of fully integrated manufacturing solutions to the global pharmaceutical and nutraceutical industry, is pleased to announce the appointment of Mr. Udit K Singh as the new chief executive officer (CEO) of its Inspection Division.Mr. Singh will be supporting the company as it continues its growth and global expansion. He will be responsible for ensuring that every dose of medication that ACG Inspection’s pharmaceutical and nutraceutical partners provide is manufactured and delivered exactly as intended. That is down to the fact that ACG’s visual inspection systems track and monitor the manufacturing lines to guarantee flawless, safe products.Karan Singh, managing director, ACG said: “ACG is focused on building a diverse, world-class team by hiring top international talent. We are delighted to welcome Udit Singh to ACG Inspections. He has had an illustrious career and brings diverse and unique capabilities, including a robust understanding of the pharmaceutical sector.“The team looks forward to tapping into his deep experience to enrich our global work towards making the world safer and healthier. With his knowledge and expertise in this field, Udit Singh is sure to take ACG Inspection to newer heights.”Mr. Singh added, “I am pleased to join ACG and will work to ensure that our advanced serialisation, aggregation and anti-counterfeiting solutions track and protect medicines all the way through the supply chain, and into the hands of those who need them.“We are investing substantially to ensure our track and trace platform performs seamlessly and complies with regulatory requirements all over the world. I look forward to playing an integral role, and contributing towards the continued development, working with a world-class team.”About ACGIn accordance with its commitment to making the world healthier, ACG has been delivering exceptional solutions to the global pharmaceutical and nutraceutical industry for almost sixty years, across six continents and in a hundred countries.Collaboration is at the core of ACG’s ethos, and ACG is the world’s only integrated pharma manufacturing solutions company, with products ranging from capsules to films & foils, to engineering equipment and inspection systems – all that meet international regulatory requirements. For ACG, it’s always about finding innovative solutions to the world’s greatest health challenges, together.For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
ACG Capsules launches campaign to promote problem-free pharmaceutical production
-One of the world’s largest producers of empty hard-shell capsules is on a mission to‘Love NOTHING’ when it comes to zero-problem productionACG, one of the world’s largest producers of empty hard-shell capsules, has launched its global pharmaceutical campaign: ‘ACG loves NOTHING’. The campaign is aimed at significantly improving pharmaceutical production through collaboration and industry-leading innovation. With a host of value-added services on offer, ACG has taken a pledge to strive for zero-problem pharmaceutical and nutraceutical manufacturing.Alex Robertson, CMO at ACG, said: “The messaging at the centre of this campaign is: ‘ACG loves NOTHING’ – we are putting every effort towards zero-problem production. That’s because when ‘nothing’ happens during pharmaceutical and nutraceutical production, everything runs reliably, and our customers can get the products they make to the people who need them. We will achieve this by providing the highest quality empty capsules and all the holistic advice and expertise required for seamless operations.”Founded 60 years ago, ACG was created on the simple principle of ‘Make it Better’. As the world’s largest integrated supplier of solid dosage pharmaceutical and nutraceutical products, and with the most comprehensive ranges of vegetarian and gelatin capsules globally, ACG has the scale and range to have a far-reaching impact on pharmaceutical production and human health.Selwyn Noronha, CEO ACG Capsules, added: “The pharmaceutical sector is regulated and highly competitive. Companies operating within it need a diverse range of quality capsules that help them stand out from the crowd, while also meeting demands for clean and natural products.“Beyond exceptional products, these companies need expertise and a lifetime of targeted support to ensure efficient manufacturing and guarantee regulatory compliance. With proficiency in all aspects of manufacturing from capsules to machines and protective barriers, for the last 60 years ACG has been the only company to offer this level of support, and it continues with this focus at the heart of operations.”So, at ACG, there really is something about NOTHING. The company is on a mission to drive towards problem free production and collaborating with its customers to collectively deliver on its mission of creating a healthier world.About ACGIn accordance with its commitment to making the world healthier, ACG has now been delivering exceptional solutions to the global pharmaceutical and nutraceutical industry for 60 years, across six continents and in 138 countries.‘Collaboration’ is at the core of ACG’s ethos, and ACG is the world’s only integrated pharma manufacturing solutions company, with products ranging from capsules to films & foils, to engineering equipment, and inspection systems – all that meet international regulatory requirements.For ACG, it’s always about finding innovative solutions to the world’s greatest health challenges, together.For more information, please contact the ACG media relations team:madhurima.chakraborty@acg-world.com
Read more
What is clean label and why does it matter?
OverviewThe nutraceutical industry is thriving. Valued at $463.5 billion in 2025, it is forecast to reach $762.3 billion by 2035 at a CAGR of 5.1%.This growth reflects several key drivers, including ageing global populations, an increasing preference for proactive health solutions and the rising “food as medicine” trend.Clean-label nutraceuticals are transforming capsules from simple delivery formats into transparent, sustainable symbols of trust — driving industry growth while challenging brands to innovate throughout formulation, sourcing and scale.Underpinning these shifts is consumer demand for safe and effective clean-label wellness products.Jnanadeva Bhat, Vice President of Research and Development, and Payal Sahu, Lead, Research and Development, at ACG Capsules, report.Clean label: powering the next phase of nutraceutical growthOnce considered to be a niche preference and marketing buzzword, clean-label products have become a core industry standard.Clean label refers to GMO-free products made with natural, minimally processed ingredients that are free from artificial preservatives, synthetic colours and unnecessary additives.2These characteristics result in shorter ingredient lists and strong environmental credentials, both of which are essential to meet the expectations of increasingly label-savvy consumers.Transparency — whereby brands provide clear labelling and sustainability evidence, often backed by certifications such as vegan, organic, non-GMO, Kosher and Halal — is also crucial.Consumers are actively choosing clean-label products to avoid synthetic additives, allergens and animal-derived components, while supporting ecofriendly, cruelty free and socially responsible brands."This shift is driving the replacement of older additives, such as vegetarian capsules."Capsules made from vegan-friendly sources, such as HPMC and pullulan, which meet strict clean-label criteria, are allergen-free and can replace older gelling agents (including carrageenan).2HPMC capsules that are free from colourants and preservatives are gaining popularity, whereas hypoallergenic, fast-dissolving organic-certified pullulan capsules represent the next phase of clean-label evolution.Capsules: simple solutions for complex needsWhen it comes to oral formats, capsules dominate the nutraceutical market. Their popularity stems from consumer convenience, formulation flexibility, enhanced stability and manufacturing efficiency, as well as their strong market perception.Representing the largest share of dosage forms, benefits such as swallowability, taste-masking and precise dosing make capsules suitable for all age groups.Unlike other formats, capsules can hold powders, pellets, beads, minitablets, oils or combinations within a single shell.Recent innovations — such as tamper-proof designs, delayed-release mechanisms and gastric-targeted delivery — expand their functionality.They also protect sensitive actives from oxygen, moisture and light, ensuring potency and shelf-life, while requiring fewer excipients for cost-effective and scalable production.Modern capsules align with clean-label demands, featuring allergen-free, vegan-certified shells and natural colourants derived from plants, seeds and minerals.Popular pigments include beetroot, spirulina, safflower and vegetable carbon with calcium carbonate (replacing TiO₂). These ecofriendly non-synthetic colours enhance brand identity and consumer confidence in purity.They can also accommodate fillings such as neutral oils while adhering to rigorous clean-label regulatory standards. Innovative liquid-fill capsules now combine powders, pellets or minitablets in a single sealed unit, thereby protecting sensitive nutraceutical actives.The outstanding machinability of HPMC and pullulan capsules also supports large-scale commercial manufacturing and subsequent cost-effective product delivery.Overcoming clean-label challenges: practical strategies and innovation to build trustTransitioning to clean-label manufacturing involves navigating scientific, operational and regulatory hurdles.Brands must ensure complex traceability and transparency throughout global supply chains and eliminate synthetic stabilisers that challenge efficacy and shelf-life, requiring advanced encapsulation technologies.Cost pressures can also arise as natural, certified excipients and reformulation demand higher R&D investment, particularly for smaller companies.Maintaining aesthetic appeal without synthetic dyes means relying on plant-based pigments such as turmeric or spirulina, which vary in hue and stability.Regulatory disparity adds another layer of complexity — with differing standards applied by the FDA, EFSA and FSSAI — and voluntary certifications.Finally, manufacturing scalability is difficult as natural ingredients are often moisturesensitive, which can impact machinability. Brands can overcome these hurdles with strategic actions, such as the following:Conducting ingredient audits to eliminate synthetic additives and source verified natural alternativesInvesting in technology solutions such as QR-enabled or blockchain-backed systems for transparencyReformulating with natural ingredients under real-world conditions to maintain machinability and efficacyLeveraging partnerships with capsule innovators that offer TiO₂-free, carrageenan-freeand vegan-certified solutions to simplify complianceEducating consumers using authentic and transparent communication to build trust.Case exampleA European nutraceutical brand highlighted these challenges and solutions by reformulating its herbal and omega-3 product line with TiO₂-free HPMC capsules that were tinted naturally with beetroot and turmeric.It achieved compliance with EU restrictions, extended their shelf-life by 18% and delivered preservative-free, 100% plant-based supplements — proving that innovation can overcome clean-label hurdles while building consumer trust.Capsules: more than a vessel, a revolutionThe future of clean-label nutraceuticals lies at the intersection of technology, personalisation and sustainability.Tailored, AI-driven nutrition, blockchain-enabled transparency and smart packaging are all playing a role in its growth and adoption.They’re redefining consumer expectations and industry innovation by enabling the real-time verification of sourcing and testing.Brands are setting benchmarks and putting capsules at the forefront of this evolution.Demonstrating clean-label, natural colourants, carrageenan-free formulas and multidimensional fills transforms capsules from a simple delivery system into a symbol of purity, safety and scientific integrity aligned with the clean-label movement.By offering TiO₂-free, vegan, allergen-free, preservative-free and fully traceable capsule systems, brands can safeguard ingredient potency while still meeting global clean-label expectations.This journey from ingredient purity to format versatility is not just about keeping up with regulations or riding trends; it’s about earning and sustaining the confidence of an ever-more informed and wellness-focused global population.The evolution of clean label from niche to new norm represents more than reformulation; it is a revolution of trust, wherein every capsule serves not just as a supplement but as a fulfilled promise of transparency, responsibility and wellness for an informed global population. Referenceswww.futuremarketinsights.com/reports/nutraceuticals-marketwww.fnbnews.com/.../need-in-clean-label-nutraceuticals-getting-strongerwww.tabletscapsules.com/.../The-Challenges-and-Opportunities-of-Complex-Nutraceutical-Products
Read more
OSD Manufacturing Enters a New Era: Key Trends Shaping the Global Market
OSD Manufacturing Enters a New Era: Key Trends Shaping the Global Market
Oral solid dose (OSD) medicines remain the backbone of pharmaceutical therapy, accounting for the majority of prescriptions worldwide thanks to their stability, convenience, and cost‑effectiveness.According to a recent report by Grand View Research, the global oral solid dosage contract manufacturing market size was estimated at $38,638.6 million in 2024 and is projected to reach $54,718.2 million by 2030, growing at a CAGR of 6% from 2025 to 2030.¹Yet behind this familiar format lies a rapidly evolving landscape. Advances in formulation science, manufacturing technologies, and patient‑centric design are redefining what is possible in tablets and capsules, enabling more complex molecules, improved therapeutic outcomes, and increasingly flexible production models. At the same time, rising expectations around sustainability, regulatory compliance, and global supply resilience are pushing the industry to innovate faster than ever.As pharmaceutical companies strive to bridge scientific breakthroughs with practical delivery, OSD development has become a focal point for modernization. This article explores current OSD development and manufacturing trends from a CDMO perspective, including the evolution of outsourcing, emerging technologies, manufacturing advancements and industry challenges.Current State of the Global OSD Market“Today’s OSD landscape is incredibly robust,” says Ian Lafferty, Chief Technical Officer, Upperton Pharma Solutions. “Oral solids continue to anchor the global drug market because they deliver an unmatched mix of dose control, stability, manufacturability, and patient acceptance. With the global OSD sector growing steadily it’s clear that this dosage form will remain the backbone of pharma for years to come.”“OSD remains the gold standard,” adds Daniel Shi, Head of New Product Development, Douglas CDMO. “While biologics get the headlines, small molecules in OSD formats are still the backbone of healthcare due to cost-efficiency and patient ease.”However, Shi also identifies changes occurring in the market. He says, “The market is shifting toward complex OSD forms, such as high-potency compounds, poorly soluble molecules requiring specialized lipid-based delivery, like softgels, and multi-active combinations.”According to Rafael Costa, Vice President, Sales, ACG Capsules, “alternative oral formats such as gummies, chewables, and orally disintegrating forms are gaining traction, driven by consumer demand for convenience, improved taste and enhanced compliance.”He says, “Innovation continues to focus on advanced delivery technologies and increasingly complex molecules. As a result, there is a growing demand for CDMOs with specialized technical capabilities, regulatory expertise and scalable manufacturing platforms.”“The global OSD market is large, mature, and still growing, but shifting towards higher-value OSD products,” adds Uwe Hanenberg, Head of Product Development, Oral Solid Dose, Recipharm. “They are more complex to develop and manufacture, requiring advanced formulation technologies, specialized manufacturing capabilities, and differentiated delivery profiles.”Sam Ricchezza, Sr. Managing Advisor, Commercial Operations, Pharma Tech Industries, believes the global OSD market is entering “a new phase of evolution.” He explains, “While the dosage form itself is well established, the systems that support development, manufacturing, and commercialization are under pressure to become faster, more resilient, and more flexible. Innovation today is less about reinventing the dosage form and more about reengineering the operating models that deliver it efficiently at global scale.”Evolution of OSD Outsourcing and Strategic Partnerships“Over the past few years, demand for OSD outsourcing has continued to evolve significantly, particularly in how pharmaceutical companies view and engage with CMOs,” observes Yves Massicotte, CEO, Ropack. “Historically, outsourcing was often driven by capacity needs or short-term operational gaps.“Today, outsourcing has become far more strategic. As manufacturing technologies, process controls, and quality systems continue to advance, pharmaceutical companies increasingly rely on CMOs not only for execution, but for technical expertise, reliability, and operational flexibility.“This shift has elevated CMOs to trusted partners, more frequently involved earlier in development and commercialization decisions.”Upperton’s Ian Lafferty also sees “a clear acceleration in outsourcing over the past few years.”“As molecules become more complex and internal capacity gets stretched, pharma companies increasingly turn to CDMOs for formulation expertise and manufacturing reliability,” he posits. “What’s changed is the level of strategic reliance, outsourcing isn’t just about capacity anymore, it’s about accessing specialized know how that keeps development timelines on track.”Srinivasan Shanmugam, PhD, Executive Director of Pharmaceutical Sciences, Adare Pharma Solutions, makes a similar observation. “Outsourcing has shifted from a capacity tactic to a strategic necessity, driven by pipeline expansion, the rise of small and virtual pharma companies lacking in-house infrastructure, and growing formulation complexity,” he notes. “CDMOs offering integrated, end-to-end solutions for OSD products are in especially high demand.”Douglas CDMO’s Daniel Shi has also seen an increase in small/virtual biotech companies that have no “bricks and mortar.” He says, “They need an end-to-end partner who can take a molecule from early-stage formulation through to commercial scale.”“Outsourcing in OSD has increasingly shifted from purely capacity-driven manufacturing toward strategic partnerships and integrated service offerings,” remarks Recipharm’s Uwe Hanenberg. “Sponsors are now seeking CDMOs that can support the full product lifecycle. While capacity outsourcing still remains an important component, the overall trend is toward deeper, more collaborative engagement.”Uwe adds, “Steady growth in the OSD contract manufacturing market is therefore driven not only by volume demand, but also by the rising complexity of oral formulations and the need for ongoing technology investments. As a result, CDMO demand in OSD increasingly centers on technical expertise, speed and reliability, integrated development-to-commercial supply capabilities, and differentiation beyond price alone.”Innovation Trends and Emerging Technologies in OSD Development“Innovation in OSD is increasingly focused on patient experience and operational performance,” says Pharma Tech Industries’ Sam Ricchezza. “This includes growth in alternative formats, unit-dose and single-serve packaging, such as Stick Packs, and delivery solutions that improve adherence. At the same time, manufacturers are adopting automation, digitalization, and data-driven decision-making to improve predictability and throughput.”ACG’s Rafael Costa observes “strong momentum” behind advanced drug delivery technologies, including sustained-release systems, bioavailability enhancement platforms and targeted-delivery capsules. He says, “These technologies address the growing complexity of active ingredients and patient-centric design requirements.”Adare Pharma Solutions’ Shanmugam says, “Patient-centric dosage forms such as orally disintegrating tablets, sprinkles, and customized release profiles are a major focus, alongside the push to convert traditionally injectable therapies into oral formats. Digital innovation, including AI-driven formulation design and additive manufacturing technologies like 3D screen printing are also reshaping development.”“A significant number of drugs are expected to transition from the initial launches in injectable form into new launches as OSDs, which is triggering further demand for both complex OSD formulations and downstream tableting capabilities,” adds José Luís Santos, Senior Director, Strategic Business Management, Particle Engineering, Hovione. He says, “This requires CDMOs to offer deep and specialized expertise in advanced technologies to ensure seamless scale-up and multi- geography supply, going beyond the simple provision of capacity to offer fully integrated services that include capabilities and innovative approaches in technology and engineering”Ropack’s Yves Massicotte also observes the ongoing effort to transitions certain therapies traditionally delivered via injection into oral solid dose formats. “Recent developments, such as oral versions of previously injectable molecules, highlight the industry’s focus on improving patient convenience, adherence, and accessibility,” Massicotte says.“Packaging is also evolving, particularly with the introduction of more environmentally responsible materials,” he adds. “Advances in sustainable blister materials are making it increasingly feasible to support commercial production while maintaining stability requirements for specific APIs.”Manufacturing Advancements and Process RobustnessJoão Ventura, Senior Director, Strategic Business Management, Drug Product, Hovione, identifies an emerging industry interest in shifting from batch to continuous manufacturing for standard OSD production, which he says is enabled by integrated equipment and advanced control strategies.“As a result, since 2015, twelve OSDs have been launched to the market using continuous manufacturing technologies,” he says. “In addition, recently, continuous manufacturing technologies of OSDs have also graduated from FDA’s emerging technology program, which further confirms its technological maturing and readiness for its further growth in industry adoption.”²“Continuous manufacturing platforms have significantly improved scalability by eliminating traditional scale-up, accelerating time-to-market, enhancing supply chain flexibility and product quality control,” adds João Henriques, R&D Director, Oral Drug Product Development, Hovione.Pharma Tech Industries’ Sam Ricchezza says automation, modular line design, and advanced inspection technologies are delivering the biggest gains in OSD manufacturing robustness and scalability.“Smart packaging lines and rapid changeover capabilities allow manufacturers to manage higher SKU complexity while maintaining efficiency, quality, and compliance, enabling true scalability in dynamic markets,” he adds.Ropack’s Yves Massiccotte says, “Advanced vision systems and increased line automation have significantly improved robustness in OSD manufacturing by enhancing in-process control, reducing human error, and ensuring consistent quality at higher speeds.“Equally important is the development of true end-to-end capabilities. Digital tools such as electronic batch records, automated data capture, and integrated material traceability strengthen control from incoming raw materials through to finished product release. On-site laboratory services, covering both incoming material testing and finished goods testing, further enhance efficiency, scalability, and overall process reliability across the entire manufacturing lifecycle.”“Highcontainment technologies and modular manufacturing suites are letting us scale more safely and flexibly, especially for highly potent compounds, which now make up a big share of modern pipelines,” adds Upperton’s Ian Lafferty.Adare Pharma Solutions’ Srinivasan Shanmugam singles 3D screen printing out as a “transformative advancement.” He says, “It enables precise, layer-by-layer construction of multi-compartment tablets with multiple customized release profiles in the same tablet. The technology also scales seamlessly from R&D batches to commercial production volumes.”Managing Supply Chain Risk“Managing supply-chain risk has become central to OSD manufacturing strategy,” states Pharma Tech Industries’ Sam Ricchezza. “Leading organizations are diversifying suppliers, regionalizing key operations, and using late-stage packaging and customization to maintain flexibility and continuity in an increasingly volatile global environment.”“OSD manufacturers are managing global supply chain risk through greater diversification, visibility, and collaboration,” says Ropack’s Yves Massicotte. “Dual or multiple sourcing strategies have increasingly become standard practice, reducing dependency on single suppliers while also supporting cost competitiveness.”Adare Pharma Solutions’ Srinivasan Shanmugam concurs. “Supply chain disruptions, rising transportation costs, and shifting trade policies have pushed manufacturers toward regional diversification, stronger domestic footprints, and more agile sourcing strategies.”He continues, “CDMOs with flexible supply networks and the ability to align development, manufacturing, and packaging under one roof are best positioned to mitigate these risks.”Barriers to Innovation“The primary barriers to innovation remain legacy infrastructure and risk-averse mindsets,” says Pharma Tech Industries’ Sam Ricchezza. “Overcoming these challenges requires closer collaboration between sponsors and CDMOs, earlier alignment on commercialization strategies, and a willingness to adopt proven technologies incrementally rather than waiting for transformational change.”“Many companies are hesitant to move away from proven (but inefficient) batch processes because the regulatory re-validation cost is high,” explains Douglas CDMO’s Daniel Shi.“Also, as APIs become more complex and specialized, they become harder to stabilize,” he adds. “Therefore, it will take deeper collaborative risk-sharing between CDMOs and sponsors. We need to be involved at the molecular characterization stage, not just when it’s time to produce.”Hovione’s João Ventura says, “General risk-aversion in pharma coupled with a high regulatory burden hinders the fast adoption of new technologies, equipment and materials. Lack of harmonization between geographies, equipment manufacturers and material suppliers further limits innovation.”According to Ventura, “Overcoming these requires more than individual company efforts. It necessitates industry-wide collaboration to standardize and simplify new technologies. Further, leveraging regulatory programs like the FDA’s Emerging Technology Program helps to de-risk new technology adoption.”Recipharm’s Uwe Hanenberg voices a similar outlook. “Barriers to innovation in OSD include regulatory risk and uncertainty, organizational risk aversion, scale-up and transfer challenges, and supply-chain and excipient constraints. CDMOs need to be nimble and adapt to meet customers’ needs.”Future OutlookHovione’s José Luís Santos predicts that by 2030, the leading CDMOs will be “differentiated by their ability to master and integrate multiple enabling technology platforms.”He says, “Expertise in amorphous solid dispersion (ASD) development and forward integration into drug product manufacturing will be a standard offering. Concurrently, continuous manufacturing is expected to become more widely adopted and evolve into a mainstream platform, largely due to the success of industry efforts to standardize and democratize the technology, equipment and operational procedures.”“The OSD contract manufacturing market will be defined by speed, flexibility, and execution excellence,” forecasts Pharma Tech Industries’ Sam Ricchezza. “While OSD will remain the dominant dosage form, success will depend on the ability to manage shorter lifecycles, smaller batches, and greater complexity. CDMOs that combine technical capability with operational agility will set the pace for the industry.”“Looking toward 2030, I see the OSD outsourcing sector evolving into a far more integrated, technologically advanced ecosystem driven by complex formulations, rising therapeutic demand, and continued global expansion,” remarks Upperton’s Ian Lafferty. “CDMOs offering integrated end to end services and approaches such as continuous manufacturing will define the competitive landscape.”Adare Pharma Solutions’ Srinivasan Shanmugam says, North America and Europe will remain key markets while Asia-Pacific gains ground through expanding infrastructure and cost advantages.“Tablets will continue to dominate, but demand for adaptable formats like capsules and multiparticulates will rise as patient-centricity takes priority. CDMOs offering agility, technical depth, and tailored solutions will lead the space,” he adds.Ropack’s Yves Massicotte believes the OSD contract manufacturing market will likely become “even more partnership-driven and operationally sophisticated.”He says, “Sponsors will continue shifting toward long-term strategic collaborations rather than transactional relationships, engaging CMOs earlier in commercialization planning.”He also expects continued pressure on efficiency, cost control, and regulatory compliance, pushing manufacturers to invest further in automation, digitalization, and data-driven quality systems.“End-to-end service models will become increasingly important, with clients looking for integrated manufacturing, packaging, and testing capabilities under one roof to reduce complexity and risk,” he emphasizes. “Overall, the market will remain strong and competitive, but success will favor CMOs that combine technical reliability, scalability, supply chain resilience, and the flexibility to support evolving small molecule portfolios in a demanding global regulatory environment.”
Read more
ACG Packaging Materials reports second Lighthouse recognition under WEF framewo…
ACG Shirwal facility joins World Economic Forum Global Lighthouse Network
ACG Packaging Materials announced that its Shirwal facility has been named a global Lighthouse and inducted into the World Economic Forum’s Lighthouse Network. This is the company’s second Lighthouse recognition, following the 2023 inclusion of its Pithampur capsules manufacturing facility. With this recognition, ACG becomes the first pharmaceutical packaging company to receive two Lighthouse designations under the World Economic Forum framework.Commenting on the recognition, Karan Singh, Managing Director, ACG, said, “ACG has always believed that true leadership in the packaging sector comes from building smarter – not competing harder. Our Shirwal facility is now our second site to be recognised by the World Economic Forum’s Global Lighthouse Network, making ACG the world’s first pharmaceutical packaging company to receive this honour.”He added, “This achievement reflects the structures and frameworks we are putting in place across the Group. All ACG business entities are converging to optimise packaging so that medicines are safer, more sustainable, and more affordable. Repetition is the test of proof – in line with our ‘Make it Better’ commitment, we are replicating this Lighthouse excellence across our facilities and pioneering Sustainability Lighthouses for responsible, resilient manufacturing from India.”At Shirwal, the transformation programme covers end-to-end manufacturing operations and is enabled by generative AI, machine learning, deep learning, the Industrial Internet of Things and digital twin technologies. The facility undertook a digital transformation programme focused on productivity, agility and quality, alongside reductions in energy consumption and associated greenhouse gas emissions, and measures supporting workplace safety and participation.The programme has strengthened operational decision-making by improving visibility across processes and enabling faster and more consistent responses to variation in manufacturing activities.As a result of these initiatives, the Shirwal facility reported a 40 per cent reduction in lead times, a 71 per cent reduction in defects, a 31 per cent reduction in energy consumption and a 34 per cent improvement in on-time delivery in full. For customers, this has resulted in shorter lead times, lower defect rates and more predictable delivery performance.S R Shivshankar, CEO, ACG Packaging Materials, said, “This recognition reflects the commitment of our teams at Shirwal and their ability to integrate advanced digital technologies into everyday manufacturing operations. It strengthens our focus on delivering consistent quality, productivity and sustainability for customers worldwide.”Balajikasiram Sundararajan, Chief Digital Officer, ACG Group, said, “Through our Build the Future programme, ACG is driving technology-led transformation across the manufacturing value chain, enabling smart manufacturing, connected products and services, and new business models. This prestigious Global Lighthouse recognition inspires us to continue scaling innovation across our businesses.”Kiva Allgood, Head, Centre for Advanced Manufacturing and Supply Chains, World Economic Forum, said, “Competitiveness today is no longer defined by efficiency alone, but by the ability to sense, adapt and respond at speed. The Global Lighthouse Network showcases how intelligence-led operations are placing resilience and sustainability at the core of industrial performance.”
Read more
Tackling regulatory challenges through collaboration
Tackling regulatory challenges through collaboration
Shincy Jacob, sr. manager global product management, Samata Karwakar, GM quality & regulatory affairs, Patricia Shetty, VP quality & regulatory affairs, Dr.Subhashis Chakraborty, head global product management at ACG World discuss tackling regulatory challenges through collaboration.Stories that link cancer risks to pharmaceutical and nutraceutical ingredients like titanium dioxide (TiO2), Red Dye No. 3 and nitrosamines hit news sites on what seem like a regular basis, but the reality is never as simple as the headlines may suggest. Regulatory bodies like the US Food & Drug Administration (FDA), European Medicines Agency (EMA), and the European Commission (EC) are right to be cautious when any adverse health effects are linked to excipients found in medicines and healthcare products. However, imposing blanket bans without a full picture of the impact and viability of such restrictions can interrupt vital research and lead to shortages of medicines as well as cause reputational damage and wasted time and budget.Tackling the complex challenges of identifying and interpreting impurities, contaminants, and anomalies that arise during pharmaceutical testing requires a more measured and holistic approach. Regulatory bodies need to communicate, share data, and collaborate with formulators, excipient and component suppliers and pharmaceutical manufacturers throughout the process to ensure patient safety and efficacy. This transparency will help avert any unnecessary panic and avoid unintended consequences that can arise from isolated actions. Beyond the headlinesFollowing the EC’s ban of TiO2 as a food additive in 2022, the pharmaceutical industry began evaluating the safety of the whitening agent in medicinal products. Companies like ACG invested in our own research into the feasibility of using TiO2-free alternatives. After careful evaluation, we identified the complexities and technical limitations of eliminating the agent, communicating to our customers and the industry that an exact replacement with the same properties would not be possible with current material science.By sharing findings with industry organisations like the IQ Consortium, we have been able to help suppliers across the pharmaceutical supply chain to make informed and strategic decisions about their use of the additive. This evidence-based approach allowed them to avoid operating in the dark and respond blindly to the regulatory changes. Understanding Nitrosamine risksIn pharmaceuticals, safety concerns don’t always come from a single ingredient — sometimes they arise when materials interact. Nitrosamines are a good example. Nitrosamines are chemical compounds that can form when substances containing amines react with nitrites under conditions such as heat, moisture or acidity. Because several nitrosamines are classified as probable human carcinogens, even trace levels in medicines are a major safety concern. Nitrosamines were first detected as N-nitrosodimethylamine (NDMA) in Valsartan (2018), followed by N-nitrosodiethylamine (NDEA) and N-nitrosomethyl-4-aminobutyric acid (NMBA) in other sartans like Losartan and Irbesartan (2019), and later in Ranitidine (2020), extending the issue beyond blood-pressure drugs and prompting global recalls.In response to emerging risks, regulatory authorities have established stringent limits on allowable nitrosamine levels in drug products. While the initial focus was largely on active pharmaceutical ingredients (APIs), increasing awareness has expanded attention to excipients as potential contributors. A shared responsibilityDespite being typically regarded as low-risk contributors to nitrosamine formation, under certain conditions, excipients can still play a role. For example, excipients that contain amines or nitrites may pose a higher risk when combined with specific formulation matrices and storage environments. Excipient suppliers take these risks seriously and are playing a pivotal role in industry-wide risk mitigation by implementing nitrite controls and periodic nitrite testing, collaborating with drug manufacturers to help minimise nitrosamine concentration in end products. Assessing the riskFor excipient manufacturers, managing nitrosamine risk begins with a thorough understanding of the raw materials used to make their products. It is critical to determine whether any incoming materials contain amine groups, as these can act as precursors for nitrosamine formation once the excipient is combined with an API. Tools such as the IPEC questionnaire have been valuable in early assessments of these excipients.Excipient manufacturers must also consider how their products might influence Nitrosamine Drug Substance Related Impurities (NDSRIs), which are nitrosamines structurally related to the API or its fragments. Even though NDSRIs are specific to the API, interactions with excipients—especially under certain manufacturing or storage conditions—can affect their formation.Although nitrosamines constitute a recognised safety concern, their relevance is not universal across all pharmaceutical products, due to well-established scientific and mechanistic considerations. It is therefore critical that scientists engage with excipient suppliers in a deliberate and evidence-driven manner, avoiding undue pressures that could inadvertently increase project complexity, delay product development timelines, and elevate overall costs.A closer look at capsulesEmpty hard capsules (EHCs) are an example of critical excipients used widely in solid oral drug products, serving as protective shells for carrying the active pharmaceutical ingredients (APIs). Due to their direct contact with drug formulations, strict control over their raw materials and manufacturing processes is essential to minimise any potential nitrosamine-related risks. Gelatine and Hydroxypropyl Methylcellulose (HPMC) capsules each present unique considerations due to their distinct compositions and properties.Derived from collagen, gelatine is a natural protein composed of amino acids. Because of its biological origin, gelatine can inherently contain trace amounts of nitrites, which may arise from raw material sources or processing conditions. Elevated nitrite levels in gelatine raise concerns about nitrosamine formation and therefore require stringent sourcing protocols, rigorous nitrite monitoring, and tightly controlled manufacturing processes. HPMC capsules, made from a cellulose derivative, generally pose a lower risk of nitrosamine formation due to their chemically inert chemical structure. HPMC itself is free from amino groups that could react with nitrosating agents, reducing the likelihood of nitrosamine formation. For example, ACG’s “H Plus” capsules—which contain only HPMC and water, without additional gelling agents—offer an even lower risk profile, especially in clear, transparent formulations where minimal additives are used. Safety through monitoring, mitigation, and collaborationFor both gelatine and HPMC capsules, continuous monitoring of raw material quality, combined with targeted mitigation strategies, is vital to uphold product safety and meet evolving regulatory requirements. Collaboration between raw material suppliers, capsule manufacturers, pharmaceutical companies, and regulatory authorities helps to drive innovation in quality control and analytical testing, ensuring that capsule excipients remain reliable components in modern drug delivery systems.A structured approach with proactive supplier engagement is essential to strengthen safeguards and to help ensure the safety of capsule-based drug products from unnecessary risks. This should encompass: raw material quality control, manufacturing process optimisation, constant analytical monitoring, robust packaging, appropriate storage controls, detailed risk assessment, meticulous documentation and ongoing collaboration.Early and continuous collaboration across the entire supply chain helps identify high-risk APIs, manage nitrite levels and maintain effective controls throughout the product lifecycle –ensuring the integrity of medicines, healthcare products and the wider pharmaceutical supply chain, while confidently addressing emerging concerns. .common-article-page .custom-container ul li::marker { color: #000; } .common-article-page .custom-container ul li{ color:#000; }
Read more
ACG Packaging Materials Launches SuperPodTM Setting a new benchmark for cold-fo…
ACG Packaging Materials Launches SuperPod™
ACG Packaging Materials, which manufactures the world’s widest range of film and foil blister and lidding products, has launched its breakthrough cold-form blister technology, SuperPod™.Delivering meaningful advances in sustainability and efficiency, SuperPod™ enables blister cavities to become dramatically smaller – by up to 39 per cent in some cases while maintaining full barrier performance and seamless machine runnability. This cold-form innovation results in a significantly reduced packaging footprint, lower material and resource usage per dosage across the lifecycle, and consequently, reduced costs and carbon emissions.Traditional cold-form aluminium blister cavities are large because they cannot be drawn deeply without the risk of aluminium rupture. Larger cavities increase the size of primary, secondary, and tertiary packaging, leading to higher material consumption, warehouse space requirements, and logistics costs.The core innovation behind SuperPod™ lies in a superior multi-layer laminate engineered for exceptional cold-drawing capability, enabling deep-draw cavity formation while retaining the full protective properties of cold-form aluminium. A well-designed format also increases the number of blisters per shot—by up to three times in some cases—freeing up production capacity and reducing manufacturing costs.SuperPod™ ensures smooth and reliable performance on existing high-speed packaging lines. In addition, it is available with both PVC-based and halogen-free sealing layers. Together, these benefits make SuperPod™ a compelling solution for manufacturers seeking to improve both operational efficiency and environmental impact.Dr Akbar Ali, General Manager and Head of Development and Technology, ACG Packaging Materials, commented “We’re excited to debut SuperPod™ at Pharmapack 2026. The technology effectively makes cold-form blisters lighter by reducing material usage per dosage. We see significant opportunities, particularly for high-count formats such as 20-count vitamins and B-complex capsules, where traditional cold-form blisters become impractically large. It also performs exceptionally well for moisture-sensitive and oncology products, where reduced headspace and narrower cavity spacing help minimise gas and moisture exposure, offering enhanced protection. SuperPod™ has already undergone testing with major pharmaceutical manufacturers on high-speed blister lines, demonstrating performance comparable to standard cold-form materials, but with far greater forming capability.”Jochen Scheil, Vice President, Global Sales and Business Development, added “The launch of SuperPod™ encourages the industry to rethink decades-old design conventions and embrace smaller, smarter, and more sustainable blister formats. Digital tools such as QR codes and electronic leaflets further support this transition by reducing reliance on large blister surface areas for printed information.”SuperPodTM will be launched at Pharmapack Paris for the European market on stand 4H12 (Hall 4). ACG will also be displaying from its range of sustainable materials and barrier protection products including:RecycloPodTM – recycle ready mono material,DryPodTM – desiccant based active cold form laminates,AlumLid EcoTM – sustainable lidding foil suitable for online printing and high-speed machine,Sustainable cold form – PVC, and halogen free symmetrical cold form materialCR SF lidding foil – creating an industry benchmark,UltrasafeTM – thermoforming materials with high level barrier protection, andSupposeTM – wide range of thermoform and cold form suppository material for all types of forming machines. .common-article-page .custom-container ul li::marker { color: #000; } .common-article-page .custom-container ul li{ color:#000; }
Read more
Smarter and Sustainable Pharma Manufacturing with ACG Engineering
Smarter and Sustainable Pharma Manufacturing with ACG Engineering
In an exclusive interaction with Pharma Industrial India, Rajesh Menon, CTO, ACG Engineering, discusses the company’s role in advancing India’s pharmaceutical machinery sector and the broader transition of Indian pharma toward high-quality, compliant, automated, and sustainable manufacturing.Q. To begin with, could you give us a brief overview of ACG and its core areas of operation?Rajesh Menon: For 65 years, ACG has been innovating production solutions for pharmaceutical and nutraceutical companies that help make people better. As the world’s most integrated provider of oral-dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery and visual inspection and traceability solutions, all fully compliant with international standards. Today, ACG partners with customers in 138 countries across six continents. Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everyone we serve.Q. Given ACG’s global footprint, how does the regulatory compliance landscape in India differ from that of other markets? Is it easier or more challenging?Rajesh Menon: I wouldn’t say it’s easier in India — definitely not because global regulators like the FDA keep a strict watch over Indian companies. However, we work closely with our customers to ensure they meet all the necessary compliance requirements for the machines and technologies that we provide.For example, we have now introduced connected machines that enable customers to identify hidden inefficiencies in the system - issues that often go unnoticed in complex production lines. We can help customers with continuous data monitoring during manufacturing, allowing them to identify bottlenecks, reduce process variations, and achieve more consistent product quality throughout the machine’s lifecycle. They can also take proactive corrective actions before it affects the performance or the quality of the product.In several instances, where we have worked closely with customers, we’ve seen up to an 11 percent increase in OEE, a 54 percent reduction in process variations, and, in some cases, as much as a 20 percent boost in machine speed. Additionally, the system supports predictive maintenance and ensures regulatory compliance. It’s highly user-friendly — if a problem arises, it identifies the issue, suggests solutions, and even provides alarms well in advance by predicting what can go wrong based on available data. So, this is a highly valuable solution for the industry, helping customers improve productivity, lower manufacturing costs and maintain full compliance.Q. In terms of machinery quality, Germany leads the way, while China is known for its price competitiveness. Where does India stand in pharmaceutical machinery manufacturing, and what are the areas where we still need improvement?Rajesh Menon: Germany undoubtedly leads in engineering excellence, and we’re proud that our machines are designed in Germany and manufactured in India. This combination allows us to deliver world-class quality at competitive prices. However, we haven’t yet reached the scale of mass manufacturing that China has achieved. That’s where the main difference lies - Chinese machines are still cheaper due to their high-volume production. But when it comes to quality and the level of support we provide, I think we are definitely better.ACG doesn’t just supply machines — we provide comprehensive process technology support to our customers. We have a team of more than 15 pharmacists with extensive experience, having worked on thousands of formulations across different parts of the world. Once a machine is commissioned, these pharmacists visit customer sites to help optimise their formulations and production processes, ensuring the best possible results in the shortest time.In addition, we have a fully equipped laboratory in Shirwal, where customers with various challenges — for example, issues with dissolution, tablet hardness or disintegration, consult us and our team collaborates with them to develop effective solutions. Customers can bring their formulations to our lab, where we conduct trials, optimise processes and share the improved results with them. This level of support is not offered by others in the industry, and it’s what truly differentiates us from the competition.Q. What trends are shaping the pharmaceutical machinery sector today?Rajesh Menon: Some trends are digitalisation, AI and Machine Learning, modular and adaptive equipment for flexibility and cost optimisation in manufacturing. With growing global competition and increasing price pressures, every customer is nowfocused on producing at the lowest possible cost. To achieve this, they need to look at machine efficiencies, manpower costs, automation potential and equipment reliability. This is where we come in. We work closely with our customers to deliver such solutions, and as mentioned earlier, our connected machines make it much easier for them to cater to the different market requirements.Q. In which areas of pharma manufacturing is automation most critical?Rajesh Menon: At all levels. The pharmaceutical industry is focused on ensuring high-quality products to avoid product recalls due to human error or any quality issues coming out at a later date. The more automation we can provide in such areas during the manufacturing process, the more reliable and consistent the output becomes. Automation ensures that every process is digitally recorded, auditable, reliable and compliant with global standards.Q. Automation also comes with a price. For manufacturers looking to partially automate, which areas would you recommend they prioritise?Rajesh Menon: Around 10–15 years ago, customers preferred the simplest Programmable Logic Controllers (PLCs) and control systems — simple setups with a few push buttons were perfectly acceptable. However, the trend has now changed. Customers are increasingly seeking the latest automated high-end PLCs with recipe control, enabling batches to run independently with minimal human intervention. This shift has driven a growing demand for equipment upgrades. Many of our machines that are 20–25 years old are still working fine, but customers often come to us for upgrades, mostly related to the control systems, and that’s what we provide.Q. How is ACG Engineering advancing its own digital transformation?Rajesh Menon: We continuously evolve when it comes to our manufacturing facilities, constantly upgrading and investing significantly in them. At our Shirwal plants, for example, we have automated robots producing precise parts, lights-out operations in our CNC section, and various automated systems integrated across operations.We have a whole range of the latest CNC machines to get us the best components manufactured to the most critical tolerances - a necessity for producing high-speed machines. We are also setting up a modern factory in Shirwal, where we are looking to incorporate the latest manufacturing techniques, processes and automate the warehouses, build flexible assembly lines, etc.There’s a lot of work going on with respect to automation. On the people side, we continuously train and upskill our teams. We have our own digital transformation, automation and control teams, and every new employee undergoes a structured training process through our online training protocols. At the same time, we ensure a healthy work-life balance for our teams because they are really critical to us in the journey going forward.Q. With sustainability becoming a key focus in the pharma industry, what steps is ACG Engineering taking to go green?Rajesh Menon: At ACG Engineering, sustainability is becoming a core value proposition. Life-cycle assessments of equipment and CO2 footprint reduction are central to our approach, and we are following a comprehensive and structured roadmap to achieve carbon neutrality by 2040. This commitment is not only about reducing impact, but also about aligning with the expectations of our customers and the wider global community.In the meantime, we maintain a strong focus on safety and sustainability within our plants, and these efforts continue to evolve. As we progress, these initiatives will further expand to meet defined sustainability milestones and support the industry’s transition to greener operations.Q. India is often referred to as the “pharmacy of the world” and now aspires to evolve into a global hub for pharmaceutical innovation. Do you believe the country currently has the necessary infrastructure and skilled workforce to support this transition?Rajesh Menon: I believe the entire pharma industry is well equipped for this transition. If you look at the scale of investments, ongoing expansions and the modern plants being established, it’s clear that companies are ready to invest and now demand the best equipment — a notable shift from earlier trends. India is moving beyond its traditional role as a low-cost manufacturer to become a strategic centre for research and development. The country benefits from a strong scientific talent pool, advanced research and development (R&D) capabilities, supportive government policies, and a robust manufacturing and regulatory framework.At ACG, we have an R&D centre in Mumbai and another in Germany, where we have the best of talent working on developing new models and machines to meet the changing customer requirements. We also maintain a continuous exchange of knowledge — sending our people to Germany to get trained under experts, and bringing those experts to India to train our local teams. This ensures we stay up to date with the latest technologies and innovations.Q. Finally, where do you see India’s pharma machinery sector in the next 5–10 years, and what role will ACG play in that journey?Rajesh Menon: I see this sector among the top five in the world, expected to experience sustained and significant growth, driven by increasing demand in both domestic and International markets. ACG will definitely play a major role in this growth, as we continue to focus on the latest technologies, bringing the best innovations to the market. The new products we plan to launch in the coming years represent some of the most advanced technologies — including innovations that are not yet available anywhere in the world.We look forward to welcoming customers at PMEC India 2025 to experience these innovations first hand, interact with our experts, and explore how we can partner in solving their manufacturing challenges.
Read more
ACG unveils desiccant-based cold-form laminate for pharma products in India
ACG unveils desiccant-based cold-form laminate for pharma products in India
A significant differentiator for DryPod™ is its patent-clean designACG, the world’s most integrated provider of solid-dosage and packaging solutions, has announced the launch of DryPod™, a next-generation desiccant-based cold-form laminate engineered to protect highly moisture-sensitive drug molecules.DryPod™ marks a major advancement for pharmaceutical manufacturers who have long grappled with limited availability, rigid technologies, and compatibility issues within existing desiccant cold-form solutions.Moisture protection is essential to ensure drug potency throughout the product’s retail life. However, current market offerings rely heavily on a single patented co-extrusion-based technology, creating challenges such as restricted machine compatibility, dependence on specific lidding foils, long lead times, limited supplier options, and inconsistent on-ground technical support.DryPod™ overcomes these barriers, giving pharmaceutical companies the freedom to innovate without compromising product protection, regulatory compliance, or operational efficiency.Unlike legacy co-extruded structures, DryPod™ is built using a proprietary lamination-based approach, enabling consistent performance across all standard blister-forming technologies. This eliminates the need for specialised retrofits or process changes and gives manufacturers complete flexibility to run DryPod™ on their existing blister lines. The laminate can also be sealed with any PE-sealable lidding foil, reducing procurement dependencies and ensuring supply-chain agility across global operations.A significant differentiator for DryPod™ is its patent-clean design. Engineered with zero overlap with existing active patents in the desiccant co-extrusion space, DryPod™ offers pharmaceutical companies complete legal clarity and peace of mind when switching suppliers, scaling production, or expanding into new markets.
Read more
Crossing the Red Line
“Today, the FDA is taking action to remove petroleum-based food dyes from the U.S. food supply and from medications. For the last 50 years, American children have increasingly been living in a toxic soup of synthetic chemicals,” said FDA Commissioner Marty Makary as he kicked off an hour-long news conference this past April.The podium was flanked by sign-holding ‘MAHA moms’ and their children, as the crowd cheered on the U.S. Department of Health and Human Services and FDA goal to revoke authorization for the eight synthetic dyes currently allowed as food color additives.But the ‘toxic soup’ science is shaky, and many experts aren’t convinced.“There’s so much concern about these colors being generated because of the discussions that influencers and RFK and Makary have been having — and most of it is simply not true,” says David Schoneker, president/owner of Black Diamond Regulatory Consulting.Schoneker has spent more than 48 years addressing regulatory and quality issues in the pharmaceutical, dietary supplement and food industries. Back in the late eighties, while working as an analytical chemist for Colorcon, he examined the rat food containing the dye used in the study that ultimately drove the FDA’s January 2025 decision to revoke authorization of the cherry red additive, FD&C Red No. 3 (erythrosine), for use in food, dietary supplements and ingested drugs.“There were no effects at any of the dose levels except at the highest dose level, where 4% of the food was pure dye — an amount that no human would ever get exposed to in food,” says Schoneker. “I saw pictures of the rats in the study and their skin had turned bright red because they’d been fed so much dye.”In fact, the FDA concluded that the rats’ thyroid tumors were caused by a hormonal mechanism that is rat-specific and there is no direct human health risk of Red No. 3 at current exposure levels. “Studies in other animals and in humans did not show these effects; claims that the use of FD&C Red No. 3 in food and in ingested drugs puts people at risk are not supported by the available scientific information,” said the FDA press statement.The FDA decision to revoke authorization of FD&C Red No. 3 was driven by a 1958 clause in the U.S. Food, Drug and Cosmetic Act known as the Delaney Clause (see sidebar), prohibiting additives linked to cancer in animal studies regardless of human significance. The decision mandates the reformulation of food and dietary supplements by January 2027 and ingested drugs by January 2028.“The Delaney Clause is an over-precautionary principle that may have been appropriate in the 1950s before we had modern toxicology risk-assessment tools available, but this clause is no longer in sync with today’s scientific understanding and should be deleted from the law,” says Schoneker.And while the MAHA movement crosshairs are currently hyper-focused on the food industry, the Red No. 3 ban signaled that the pharmaceutical industry isn’t in the clear. When a reporter during the April press conference asked Health Secretary Robert F. Kennedy Jr. about extending the request for removal of the synthetic dyes to pharma applications, he indicated that drugs were next on the evaluation table.“I think a lot of people are hoping that this won’t come to the drug side or that somebody is going to realize the severe implications it would have in pharma when, in fact, there are no actual safety concerns with these colors,” says Schoneker. For pharma manufacturers, moving away from synthetic colorings would not be a trivial change. Natural alternatives (called “exempt colors” by FDA) can fall short in stability, color vibrancy and scalability, particularly for products requiring multiyear shelf life. reformulation may also affect product identity, patient compliance and global market compatibility. Securing a reliable supply chain at-scale for alternatives will be both extremely challenging and costly — and in many cases, not even possible.Capsule and coating suppliers are stepping up to help pharma manufacturers navigate evolving regulations and consumer preferences, as the industry braces itself for what could be a crossroads for oral solid dose forms. With the clock ticking on the Red No. 3 ban and more potential requests for removal of synthetic colors to follow, now is the time for pharma manufacturers to advocate strongly for good science to drive decision-making, assess formulation strategies, strengthen supply chain partnerships, and invest in long-term innovation. Consumer Preferences vs. ScienceWhile the Make America Healthy Again Commission only recently became official through a presidential executive order signed this past February, within the food industry, a ‘clean label’ movement has been underway for the past 20 years. At the core of the movement, now driven by health activists and online influencers, is simplicity and transparency — a consumer preference for food that has less ingredients and is free from artificial preservatives, flavors and additives.The current MAHA focus is to eliminate all ‘petroleum-based’ synthetic dyes from the U.S. food supply by the end of 2026. While Schoneker contends that the “chances of that even possibly happening in anyone’s wildest dream is impossible,” the lack of scientific understanding behind the movement is of greater concern than the timeline.So called petroleum-based dyes don’t contain any petroleum; they are simply derived from synthetic chemicals through a multistep process that begins with crude oil. Typically, the initial petroleum-derived compounds are used to create a pigment that is then filtered, dried and transformed into the colorant. Every batch of FD&C synthetic dyes are rigorously tested and certified by the FDA to ensure that they contain no traces of any significant impurities and that they meet the stringent specifications outlined in the Code of Federal regulations.“If this is how RFK is defining petroleum-based, then most drugs and dietary supplements on the market are also petroleum-based,” says Schoneker. “The safety of the chemical is based on the toxicology of the chemical — it doesn’t matter where it came from or how it was made. The only reason you use that terminology is to try to fire up the emotional side of consumers and get everybody thinking it’s something it’s not.”It is important to highlight that, unlike the synthetic FD&C colors, once natural colors are approved for use, batches are not tested by the FDA — their quality is determined by the manufacturer without any routine FDA oversite. There has been a historical problem with adulteration of some natural colors due to the fact that they are exempt from certification and sometimes supplied by small, less reputable companies from around the globe.“Consistent industry-wide safety standards are needed to address the manufacturing, processing, application and international trade of colors from natural sources to ensure quality and safety throughout the supply chain,” says Schoneker But yet, consumer demand for natural products has already made its way into the nutraceutical market, with a growing movement towards clean label supplements. And this consumer perception of health and wellness — whether backed by sound science or not — carries weight in the market.Recognizing the power of consumer buying trends, capsule and coating suppliers have been proactively developing natural color solutions, particularly in the dietary supplement arena.“Natural colorants are gaining popularity, especially in the nutraceutical space,” says Shincy Jacob, senior manager, global product management, ACG. “Our goal is to provide capsules that not only meet regulatory requirements but also align with shifting market and consumer demands — supporting a smooth transition away from restricted synthetic colors while giving our partners confidence in stability, supply and performance.” “These safety concerns voiced by the MAHA movement about synthetic colors are an awful lot about nothing when it comes down to it since there is no credible scientific data to support them.”David Schoneker, president/owner of Black Diamond Regulatory Consulting ACG introduced its ACGcaps NTone™ portfolio of naturally colored capsules to the nutraceutical market in 2021. The five different color options are derived from natural sources. The company has seen a steady growth in interest from nutraceutical formulators looking for ‘cleaner’ coloring solutions.While Red No. 3 is currently the only synthetic color that has had its FDA authorization revoked for use in dietary supplements and drugs, suppliers stress that manufacturers should not wait for additional regulatory mandates in the scenarios where alternatives are possible.“We’re already ahead here. CapsCanada has the widest range of natural capsule colors on the market, and we move fast when it comes to reformulation. Even though regulations aren’t harmonized globally, we are offering both clean-label natural options and compliant synthetics, so our customers stay covered in every market,” says Manny Ocampo, director of sales – North America, CapsCanada.And while suppliers are rightly focused on accommodating customer needs driven by consumer trends, scientists in the space can’t help but get hung up on the science. “These safety concerns voiced by the MAHA movement about synthetic colors are an awful lot about nothing when it comes down to it since there is no credible scientific data to support them. But technically, you can’t say consumer beliefs are nothing because those beliefs can affect what they buy, especially in the dietary supplements arena. And certainly, companies have to respond to that — even if scientifically, a lot of these concerns don’t hold water,” says Schoneker. Technical ChallengesOne could argue that in the food industry, the occasional off-colored cookie or crumbled piece of candy might go virtually unnoticed. But in pharmaceuticals, quality — the reliability of a product to meet specified standards and perform its intended function safely and effectively — is paramount.While the shift to natural colors in the food industry would be a significant feat, there are even greater obstacles when it comes to using natural colors in pharmaceuticals. Tablet coatings and capsules must be stable to various environmental factors such as light, pH, humidity and heat in order to ensure efficacy over the multiyear shelf life needed in the drug space.“If you think about stability, in the food arena, if you can get a couple months out of it, chances are that’s enough for most foods. But for drugs, if you don’t have two or three years of stability, you don’t even have a product,” says Schoneker.The natural alternatives for Red No. 3 are, at present, extremely limited for pharmaceutical uses. The best option is cochineal extract and its aluminum lake version, carmine, which are derived from female cochineal insects. In pharmaceuticals, the Red No. 3 alternative can be used in coated tablets, syrups and gelatin capsules. While it is a fairly heat and light-stable colorant, it is not vegetarian, vegan or kosher. There is also a risk of allergic reaction in certain portions of the population, which needs to be indicated on the labeling.The need for an even more significant reformulation is also a looming possibility. Natural dyes tend to be weaker in color than synthetics, necessitating the use of more coloring to achieve the desired brightness. “On average, you usually have to use anywhere from 3-5 times as much of the natural color in your formulation than you do with synthetic color,” says Schoneker.In the drug industry, this can be particularly problematic because the amount of natural color used could trigger potential interactions with active pharmaceutical ingredients and/or the color additive changes could exceed the maximum allowable percentage levels by regulators. Additionally, there is only a very limited list of natural colors approved for pharmaceutical uses in the U.S., which can limit the types of colors that can be achieved.Color also matters when it comes to brand identity. Patient and health care professionals rely on colors for drug and dosage identification. Natural colorings tend to not render as bright and pure as synthetic colors and there is more color variation from natural source differences due to weather, growing locations and variable manufacturing processes from different suppliers.“The challenge of replacing synthetic with natural is that natural colors can vary by batches, so getting the same tone sometimes can be difficult,” says CapsCanada’s Ocampo.Changing to natural colorants will likely require the need to communicate the change to patients and health care professionals, label changes, and in some cases, the use of alternative, more opaque packaging if the natural colors are light sensitive.“What it comes down to is if drugs have to shift to natural colors, you will generally have second-class drugs in terms of quality. You will have shorter shelf lives, color changes from the current drug colors, color variability from batch to batch and potential formulation interactions with APIs that do not exist with the synthetic colors,” says Schoneker.Regulatory Red TapeGlobally, there is little regulatory harmonization in terms of approved colorants in pharmaceuticals. Importantly, natural doesn’t always equal permissible.“Customers must also consider the regulations for each territory as even some natural colorants, such as carmine, are not allowed freely,” says Ocampo.And despite the commonly repeated MAHA narrative, most synthetic dyes, including Red No. 3, are not banned for use in pharmaceuticals anywhere in the world. In the U.S., compliance with the Red No. 3 ban will be a regulatory inconvenience, but a further push towards natural colors could be a logistical nightmare.In May 2025, the FDA issued new draft guidance intended to provide recommendations for replacing color additives in approved or marketed drug products.“The FDA’s draft guidance outlines specific data requirements when changing colorants. Formulators must demonstrate that stability is maintained and that properties such as opacity and light protection remain unaffected. While in some cases reformulations may qualify as a CBE-30 filing, in most instances, a prior approval supplement will be required due to the reformulation impact,” explains ACG’s Shincy.If manufacturers intend to use a color additive that is already listed in FDA’s color additive regulations for use in drugs, and the change meets the agency’s definition of “moderate,” then manufacturers will need to submit information via the CBE-30, or “changes being effected within 30-days,” form. For major changes, a prior approval supplement will be necessary. In order to assess the level of change, manufacturers will have to provide additional data including at least three months of stability data at accelerated and long-term stability conditions.If a manufacturer or an applicant intends to use a color additive that is not already listed in FDA’s color additive regulations for the particular use, a petition must be sent to the FDA’s Human Foods Program. And according to Schoneker, the timeline for color additive petitions is lengthy — an extension petition to add drug uses for an existing color already approved for food use can usually get done in one to two years, but a new color additive can take up to five years or more to be approved.“There are a number of colors that are being developed using new technology, such as precision fermentation, that long term I think are going to be great tools for us. They’re being made from things with a more sustainable supply, like algae, bacteria, yeast and other microorganisms,” says Schoneker. “But none of those materials have been approved as color additives by the FDA yet so they are not viable colors for commercial use at this time.”Precision fermentation involves genetically engineering microorganisms to produce specific color compounds in a controlled environment.“The technology enables the production of vibrant, stable pigments without relying on traditional plant or insect sources. This approach addresses many challenges such as stability, sustainability, dietary inclusivity, and consistency of supply, while also offering the potential for large-scale production,” says Shincy.However, Shincy points out that precision fermentation may also raise additional considerations, such as GMO labeling requirements in the U.S. and EU, as well as consumer opposition to GMO products.Here manufacturers can also lean on suppliers for their insights and experience.“Our approach is highly collaborative. We work closely with manufacturers, suppliers, regulatory experts, and our in-house shade development teams to ensure every solution offers consistent quality and compliance,” says Shincy.Ultimately, if bans spread beyond Red No. 3, pharma will have to sink more time — and money — into additional fi lings and data gathering, which means less will be available for R&D and future innovation. The Revocation of Red No. 3The Delaney Clause was enacted by Congress in 1958 as part of the U.S. Food, Drug and Cosmetic Act. The clause states that no cancer-causing agent, as demonstrated in humans or animals, can be deliberately added to or found as a contaminant in food.The clause, which predated toxicology risk assessment tools, was based on the flawed hypothesis held in the 1950s that human cancers are entirely due to environmental chemicals.In 1987, a study found that very high levels of Red No. 3 caused cancer in male lab rats due to a hormonal mechanism that occurs specifically in these animals. It is important to note that the way Red No. 3 causes cancer in male rats does not occur in humans. Additionally, relevant exposure levels to Red No. 3 for humans are typically much lower than those that cause the effects shown in male rats in the study.In 1990, the FDA responded to a petition requesting that the agency permanently authorize the use of Red No. 3 in cosmetics and topical drugs. Before that time, the use of the color in cosmetics and topical drugs was provisionally listed. As part of the process to request authorization, the petitioner needed to provide data that supported the safe use of the color additive. Due to the existence of data demonstrating that the use of the dye caused cancer in rats — the 1987 study — the FDA denied the petition based on the Delaney Clause.Further studies in other animals and in humans did not show tumor or cancer effects; no scientific information was found that supported the idea that Red No. 3 in food or ingested drugs put people at risk. Therefore, since the food and ingested drug uses of Red No. 3 had been permanently listed since the 1960s, the FDA saw no reason to ban these uses of Red No. 3 since the petition was limited to the provisional uses of Red No. 3 in cosmetics and topical drugs. There was no Delaney Clause issue with the food and ingested drug uses at that time since the agency has not been petitioned and there was no actual safety concern.In 2022, the Center for Science in the Public Interest and other advocacy groups submitted a color additive petition to the FDA requesting that the agency amend its color additive regulations to no longer allow for the use of Red No. 3 in food (including dietary supplements) and ingested drugs. Given the rat study, the Delaney Clause applied. In January 2025, the FDA officially revoked authorization for the use of Red No. 3. Food and dietary supplements must be reformulated by January 2027, and ingested drugs must comply by January 2028.Red GoldBut perhaps the most overlooked factor embedded in the rise of the natural-is-better narrative is the potential limitation of the supply chain.“Unlike synthetics, natural colorants cannot yet match the scale of supply that global manufacturers require. replacing Red No. 3 on a large scale is restricted not only by agricultural capacity but also by sustainability challenges and higher production costs. As a result, while options are available, manufacturers face a more complex balancing act when it comes to cost, supply, and regulatory compliance,” says Shincy.For example, the cochineal beetles that are used in carmine are primarily harvested by hand from prickly pear cactuses in Peru, Bolivia, Argentina and the Canary Islands. It takes approximately 154,000 cochineals to create one kilo of dye (70,000 cochineals per pound of dye).There is also a cost factor. The price of carmine in the current supply situation is roughly $85 to more than $500 per kilogram. By comparison, one kilogram of Red No. 3 costs roughly $20-$120.But if the global food, nutraceutical and pharma industries all begin competing for the same limited natural ingredients, the situation could rapidly escalate.“You can start to see cost implications. If all of a sudden everybody starts trying to use more carmine, what do you think is going to happen to that price? Carmine is going to be red gold as the demand increases because supply is extremely limited,” says Schoneker.What it could boil down to do is an impossible situation: “There is not enough natural color available in the world today to replace the volume of synthetic colors that we just use here in the U.S., much less what they use in Europe and everywhere else,” warns Schoneker.May Good Science PrevailIn the food industry, the natural-is-safer narrative is already louder than the science, and consumer pressure rarely stops to listen to toxicology data. But pharmaceuticals present an entirely different set of stakes, where evidence-based decisions are expected to take precedence.“That’s the frustrating part as a scientist, as somebody who knows the facts, to see what this MAHA misinformation is causing and the amount of eff ort that’s going to go on here in reformulation. Given the supply chain limitations and costs, and ultimately what consumers and patients are going to have to pay for this move away from synthetic colors, it’s just such a waste of resources in my opinion,” says Schoneker.Yet the first federal ban on a synthetic color due to the outdated Delaney Clause has inked a line in the sand — and crossing it could push the industry past the threshold of science-driven formulation into an era ruled by consumer perception based on misinformation. For manufacturers, navigating this evolving landscape will require both precision and foresight — and the time to start is now. Increasing advocacy for good science to be the basis for regulatory decisions and debunking misinformation to improve consumer understanding will also be key as we move into this future environment.“It’s certainly a hot topic and as a consultant, I guess it’s good business for me. But as a scientist, I would give all that up in a heartbeat if good science would prevail and this would not be an issue,” says Schoneker. ReferencesFDA to Revoke Authorization for the Use of Red No. 3 in Food and Ingested Drugs. (2025, Jan). US FDA. [constituent update]Singson, B. and O’Brien, G. (2025, May). HHS and FDA Announce Plans to Phase out Synthetic Food Dyes. Mayer Brown.Understanding How the FDA Regulates Color Additives. (2023, July). US FDA.Simon, J., et al. (2017, Nov). Establishing Standards on Colors from Natural Sources Journal of Food Science. 82(11). 2539-255.The Rise of Clean Labels and Transparent Food Choices. (2025, Jan). Palmer Holland.Flanagan, M. (2009, Jan). FDA Requires Identification of Carmine and Cochineal Extract on Food Labels. Foley & Lardner.Myth vs. Fact on Red No. 3 and Titanium Dioxide. (2023, May). IACM.Replacing Color Additives in Approved or Marketed Drug Products. (2025, May). CDER. [draft guidance for industry]Regulatory Status of Color Additives. US FDA. [accessed Sept 15, 2025]Gras, C. and Müller-Maatsch, J. (2024). Chapter 21 - The “carmine problem” and potential alternatives. Handbook on Natural Pigments in Food and Beverages (Second Edition). Woodhead Publishing, 465-506.Carman, K. How Carmine, the Red Dye Made From Bugs, Makes It Into your Food. How Stuff Works. [accessed Sept 15, 2025]Cochineal Dye Price: What influences the cost of this Natural Red Colorant? (2025, April). Imbarex.
Read more
How Automotive Lessons are Shaping Pharma Manufacturing
When Nikhil Kulkarni reflects on his journey into engineering, he traces it back to childhood days in Kolhapur, a town renowned for its manufacturing culture. Growing up surrounded by machines and engineers shaped his fascination with design, efficiency, and transformation. His early career in the automotive sector gave him not just technical expertise, but also a crash course in leadership after transforming a joint venture from start-up to scale-up instilled a taste for ambitious goals and complex challenges.Today, as Group CEO of ACG Engineering, Kulkarni has carried that mindset into a very different industry: pharmaceuticals. In this interview, we speak with Kulkarni about his vision for pharma manufacturing: intelligent, flexible, and sustainable systems powered by digital transformation and pharma 4.0.What first inspired your interest in engineering?Growing up in a family of engineers naturally inspired me to pursue a career in engineering. My childhood days in Kolhapur, India, a town well known for its engineering and manufacturing prowess, also influenced my path. I was always fascinated by machines and automobiles from a young age. That passion gradually developed into a deep interest in the mechanical engineering domain.And how did you also gain an interest in leadership roles?Early in my career, I had the opportunity to lead the transformation of an Indo-US joint venture in India from a “start-up to scale-up” automotive business. This experience required me to work across all management levels and functions, without boundaries. It was both challenging and rewarding, and it sparked my interest in business leadership. The success of that transformation in India gave me the confidence and appetite to take on more challenging leadership roles in the future.You have a background in the automotive sector – what drew you to pharma and the role with ACG Engineering?My decision to join ACG was shaped by both strategic opportunity and personal alignment. ACG Engineering is at a pivotal point, undergoing a transformative shift, and this offered an exciting leadership opportunity where I could apply my deep automotive expertise to a new and highly impactful sector. On a personal level, the pharma industry appealed to me because of the direct role it plays in improving health and wellbeing worldwide. This gave me an additional sense of purpose in making the move.Do you think there are lessons that pharma can learn from the automotive sector?There is a great opportunity for cross-pollination of ideas and processes between the two industries. The automotive sector has a strong track record in areas such as total quality management, operational excellence, and supply chain efficiency – all of which are valuable in pharma.Pharma can also benefit from adopting the automotive industry’s approach to innovation and new product development, where process excellence, speed to market, and customer centricity are paramount. The relentless focus on improving customer experience in automotive is another area that could positively influence pharma.How would you like to see pharma manufacturing solutions evolve in an ideal world?Pharma manufacturing solutions are being shaped by cutting-edge technology, digital transformation, regulatory change, global health demands, and sustainability requirements.Looking ahead, I see the future being defined by smart manufacturing, modular, flexible, AI/ML-driven systems and by pharma 4.0. Continuous manufacturing will continue to grow, particularly as personalized medicines and therapies advance, while sustainability and green manufacturing practices will increasingly become non-negotiable. Ideally, pharma manufacturing will evolve to be more agile, intelligent, and environmentally responsible.How important is sustainability when it comes to pharma manufacturing systems?All industries across the globe, including pharma, are going through a transformation journey in sustainability. Customers now expect not only sustainable end products, but also sustainable and green practices throughout the manufacturing process. At ACG Engineering, sustainability is becoming a core value proposition. Life-cycle assessments of equipment and CO₂ footprint reduction are central to our approach, and we are following a comprehensive and structured roadmap to achieve carbon neutrality by 2040. This commitment is not only about reducing impact but also about aligning with the expectations of our customers and the wider global community.What are your goals for your role at ACG Engineering?My goal is to lead the transformative journey at ACG Engineering with a relentless focus on enhancing the overall customer experience. This will be driven by new technology and innovation, world-class quality, and operational excellence. I also want to create an environment where our teams can thrive, contribute ideas, and feel part of shaping the future of pharma manufacturingTell us about a day in the life of a CEO…My day starts and ends with a focus on activities that bring value to our customers and stakeholders. That could mean engaging directly with customers, working with teams on technology development, or addressing operational matters. Every day, I learn something new and fascinating about our customers, products, processes, and people. Those daily insights help me navigate challenges and guide the business through external headwinds, while keeping us on track toward our long-term vision.
Read more
India's ACG pumps $200M into its first US empty-capsule production facility
ACG, a supplier and service provider for drug manufacturers, is pumping $200 million into what will be the India-based company’s first empty-capsule production facility in the U.S.An initial $100 million will go toward developing a hard-shell capsule site in Atlanta, with the remaining half slated to be spent on expanding capacity and capabilities in the region, the company said in an Oct. 20 press release.The project, when completed by early 2027, will be able to churn out gelatin and vegetarian hard-shell capsules and create more than 200 jobs, according to the company.This facility strengthens our ties with customers across the region—bringing us closer to them, enabling faster lead times, higher-quality service, and a more resilient, de-risked supply chain,” Karan Singh, ACG managing director, said in the release. “Just as importantly, it lets us respond more quickly and co-develop new innovations through tighter R&D partnerships.”The company has had a presence in the U.S. for more than a quarter-century, with its North American headquarters in Piscataway, New Jersey. The firm also operates a liquid-fill capsule facility in Chadds Ford, Pennsylvania, and several warehouses and sales teams across the U.S.The U.S. project comes less than a year after ACG announced it would significantly expand its operations in Asia by building a new, 1.89 million-square-foot capsule production plant in Rayong on Thailand’s east coast. The facility—bigger than 32 football fields—will be able to produce about 20 billion hard gelatin capsules annually, the company said at the time.That facility is expected to employ about 250 workers when completed.Founded in Mumbai, India, in 1961, ACG has spent more than six decades expanding its global footprint and touts itself as having a presence in just abut every aspect of solid dosage production, ranging from capsule production to protective packaging.
Read more
Titanium Dioxide in Medicines: The Road Ahead
Titanium Dioxide in Medicines: The Road Ahead
The European Commission, citing the EMA’s April 2024 analysis, will continue to allow titanium dioxide (TiO₂) in EU medicines under Regulation 2022/63 because no suitable replacements currently exist. TiO₂ is widely used for its whitening, opacifying, and protective qualities, including ensuring uniform tablet color and shielding active ingredients from light. The EMA projects that reformulating the entire portfolio would take between seven and 12 years.While maintaining TiO₂, the commission has encouraged pharmaceutical companies to continue researching viable alternatives. We speak with Dr. Subhashis Chakraborty, General Manager and Head of Global Product Management at ACG Capsules, to find out more about what the ruling means for pharmaceutical manufacturers.How do you see the EU decision affecting drug formulation strategies in the short and long term?We need to recall the situation of a few years ago, when a potential ban on titanium dioxide in pharmaceutical products was first indicated. The concern was global. Developing standalone strategies for Europe in a global market is not straightforward. TiO₂ was used in nearly 91,000 human and 1,600 veterinary medicines in the EU, not merely as a colorant, but as a critical opacifier ensuring stability, protection, and patient compliance.Faced with this, many scientists initiated TiO₂-free development projects as a contingency measure to avoid being caught unprepared if the ban came into force. However, the EC’s decision to continue allowing TiO₂ in medicines safeguards supply security and frees up critical resources that can now be better directed toward true innovation and patient needs rather than reactive reformulation.However, this episode has been a wake-up call for the entire ecosystem. Manufacturers have learned the importance of building resilience into product development and preparing for sudden regulatory shifts. Regulators, on the other hand, have recognized the profound impact that such decisions can have on supply chains, access, and patient safety.In the short term, drug formulation strategies will likely continue with TiO₂ as the preferred choice given its proven functionality. However, in the long term, the industry will continue to explore robust alternatives – not only as a risk-mitigation measure, but to align with trends toward natural excipients, patient-centric design, and global regulatory harmonization. The incident has instilled both caution and creativity, pushing the industry to think ahead and be better prepared for the future.What are the biggest scientific and technical challenges in developing capsules without TiO₂?The biggest challenges in developing TiO₂-free capsules stem from the fact that TiO₂ does far more than provide whiteness. It ensures opacity, masks formulation variability, creates a uniform appearance, and protects photosensitive APIs. Replicating all these functions without TiO₂ demands rethinking material science, and designing alternative colorant systems, alongside ensuring consistency at scale.One complex challenge has been comparisons with tablets. While opacifiers can work effectively on a flat, white tablet surface, their behavior in transparent capsule shells is vastly different. Another hurdle was identifying an equivalent excipient with multifunctional performance similar to TiO₂.We did not want to appear overconfident in our own path, so we consulted with independent experts, fellow excipient suppliers, and even experienced customers to validate that our development and product strategy were on the right track. This collaborative approach gave us the confidence to move forward without second-guessing, while ensuring that our solutions were rooted in both science and industry acceptance.Can you elaborate on the role of your collaboration with the IQ Consortium in influencing the regulatory decision, and what insights were gained?We contributed both technical data and practical experience from our internal studies, and we supplied customized empty hard capsules that enabled detailed experimental studies.Maintaining continuous technical dialogue with the IQ Consortium with regular feedback loops ensured that the database reflected not only scientific findings, but real-world manufacturing challenges. The outcome was a body of evidence that was fact-based, balanced, and logical, helping regulators understand both the indispensability of TiO₂ and the limitations of current alternatives.This collaboration highlighted two important insights: that TiO₂ remains technically indispensable in most medicines today, and that any move to alternatives must be gradual, evidence-based, and globally harmonized to avoid jeopardizing medicine supply.How are you preparing to adapt to potential future shifts in global excipient regulations?Further regulatory scrutiny on excipients is inevitable. As science advances and patient safety takes center stage, regulators will no longer treat excipients as “inactive.” Their role in quality, stability, bioavailability, and even patient acceptance is too critical to be overlooked. The TiO₂ debate was just the beginning. Other widely used excipients, particularly synthetic colorants, are already under discussion as authorities and consumers alike show a clear preference for natural and cleaner-label options.There’s no scientific or business sense in waiting for regulations to change. It makes more sense to actively and pro-actively anticipate them by engaging with pharmacopeias, regulatory agencies, and global standard-setting bodies to stay ahead of emerging expectations. More importantly, these insights should be used to guide innovation pipelines, ensuring that capsule solutions are not only compliant today, but “future-ready.” This includes developing alternatives with natural colors, while addressing challenges such as stability, consistency, and scalability.By collaborating with industry peers, scientific experts, and regulators, ourselves, as well as other stakeholders in this field, are helping drive a more evidence-based, science-led approach to excipient evaluation.
Read more
The rise of Asia’s largest capsule manufacturer: ACG
The rise of Asia’s largest capsule manufacturer: ACG
As the pharmaceutical industry undergoes a transformation from advanced drug formulations to patient-centric delivery systems, packaging has assumed new significance. It’s no longer just about containment; it’s about protection, traceability, and sustainability.At the forefront of this shift is ACG, a 65-year-old global leader headquartered in India, offering integrated solutions across capsules, barrier packaging, engineering systems, and inspection technologies.“We’re Asia’s largest capsule manufacturer and the second-largest globally,” says Dr Sheikh Akbar Ali, general manager and head of development and technology at ACG. “We also hold several patents that give us a significant edge, such as our capsule-in-capsule technology, which can simultaneously carry solids and liquids.”This technology, he notes, is increasingly relevant in the nutraceutical space, where complex combinations, such as oil and powder supplements, need to be delivered in single, convenient formats.Dr Sheikh Akbar Ali, general manager and head of development and technology at ACGScience behind ACG’s offeringsACG’s approach is defined by integration. Its capsules division is not just about producing hard-shell gelatin and plant-based capsules; it also offers lab support, regulatory compliance, machine compatibility testing, and customisation.The company’s vegetarian capsules are now fully plant-based. Dr Ali explains, “Our Aurangabad plant now exclusively produces these. Unlike gelatin capsules, which are sensitive to moisture and heat and may stick together or degrade, plant-based capsules are more stable and sustainable.”On the packaging side, ACG manufactures an extensive range of films and foils in-house. These include high- and ultra-high-barrier materials designed to protect medicines from moisture, oxygen, and light, critical factors in ensuring drug stability and potency.According to Dr Ali, ACG evaluates two primary barrier types: moisture and oxygen (gas) barriers. Moisture is particularly critical, as it can reduce a drug’s potency or cause degradation and impurities through hydrolytic reactions. Oxygen can lead to oxidation, for instance, causing oils to turn rancid.He says, “We measure barrier properties using instruments at varying temperatures and humidity levels, usually on flat films or foils. For new materials, we sometimes also test after forming the blister to assess real-world performance.”ACG’s blister packs include both thermoform (PVC-based) and cold-form (aluminium laminate) options. Thermoform blisters are made by heating and shaping the film. Cold-form blisters, on the other hand, don’t use heat. Instead, an aluminium-based laminate is pressed into shape at room temperature.Dr Ali says, “Cold form is essential for products sensitive to moisture, oxygen, and light, offering superior protection. However, they’re bulkier. For instance, a 10-blister cold-form pack is approximately 1.5 times the size of a thermoform.”In terms of sustainability, cold-form packs can be pyrolysed to recover aluminium, avoiding harmful emissions like dioxins (unlike PVC). While not easily recyclable, they’re safer for sensitive drugs. Thermoforms could be recycled if made from single polymers, but current combinations (polymer + aluminium) hinder that.ACG’s offeringsACG delivers solutions for the pharmaceutical and nutraceutical industries, with a strong focus on solid dosage forms. Its capsules division produces hard-shell capsules in both gelatin and plant-based HPMC variants, suitable for complex fillings such as powders, beads, liquids, tablets, and mini-capsules. Over 10,000 colour tones, pearlescent finishes, and anti-counterfeiting print options enable extensive customisation. Certified “clean label” vegetarian capsules are available, using natural pigments and titanium dioxide-free opacifiers. ACG also provides R&D support, including compatibility testing, formulation development, and stability studies.Packaging materials are manufactured entirely in-house and include high-barrier films and foils — PVC, PVDC, and PCTFE laminates — for moisture and oxygen protection. Specialised foils are offered for cold-forming, tropical climates, and child-resistant needs. Integrated solutions combine materials, machinery, and inspection systems, while the sustainability pipeline features recyclable, compostable, and halogen-free options.ACG’s engineering division supplies machinery for granulation, pelletisation, capsule filling, check-weighing, tablet compression and coating, blister packaging, cartoning, as well as vision inspection and track-and-trace systems for supply chain security.Operating in nearly 140 countries, ACG maintains a global manufacturing presence. “In packaging, we have facilities in India, Brazil, and Dubai,” says Dr Ali, “and recently opened one in Croatia to serve our European customers more closely. We're also planning more facilities in Europe within the next 18–24 months.”Packaging under pressureThe global pharmaceutical packaging industry is experiencing rapid growth. This growth is being fuelled by several key trends: ageing populations, the rise of chronic diseases, digitisation, and the increasing complexity of medicines.This complexity also comes with logistical and regulatory challenges. For instance, shipping gelatin capsules across varied climate zones poses risks. Dr Ali says, “The critical issue arises during shipping, especially by sea. Temperatures in containers can exceed 40 degrees Celsius, causing gelatin capsules to soften and stick.”He adds, “Once filled, capsules are usually bottled, and the risk decreases, unless stored in hot conditions. To mitigate this, we advise storing capsules in cool, dry places, away from sunlight. Prolonged heat exposure can also reduce drug potency.”While there is pressure to shift away from PVC due to environmental concerns, Dr Ali says the change is not imminent. “New materials must maintain drug efficacy, or regulators won’t allow their use.” Notably, global supply chains for medicinal-grade alternative materials are not in place yet. At a glanceThe global pharmaceutical packaging market is forecast to grow from USD 143.91-billion in 2024 to USD 397.71-billion by 2034, with a compound annual growth rate (CAGR) of 10.7%. North America currently leads the market, while the Asia-Pacific region is expected to experience the highest growth. Plastics and polymers dominate due to their flexibility and cost-efficiency. Primary packaging holds the largest market share and remains essential for tablets, capsules, and injectables.Source: Towards PackagingPersonalised medicinePharmaceutical packaging is increasingly being shaped by precision medicine, where treatment regimens are tailored to individual patients. This has implications for production runs, especially in blister packaging.“In the context of European healthcare systems, for instance, medicines are prescribed in a highly individualised manner. You might receive a blister pack where Monday’s dosage includes three different tablets or capsules, and Tuesday’s is different again. These are customised blisters with multiple products in a single cavity, depending on the day or the specific prescription,” Dr Ali says.Pharmaceutical packaging is increasingly being shaped by precision medicineLast month, ACG debuted the personalised capsule machine (PCM), a patented technology enabling on-demand manufacture of supplement capsules based on individual biomarkers, lifestyle choices, and health goals. Developed in collaboration with Art of You, PCM integrates real-time health data with automated production. This follows increasing demand for custom-made supplement solutions. Earlier this year, ACG also introduced the first fully vegan printed capsule for nutraceuticals.On the other hand, Dr Ali says, “We have customers with dedicated lines that run the same product with the same packaging materials for 365 days a year.” ACG’s engineering division is working to accommodate these requirements with systems that include capsule-filling machines, check-weighers, and vision inspection tools.TrendsTrends in the pharmaceutical packaging sector include smart packaging equipped with sensors and connectivity, as well as the growing use of biodegradable and recyclable materials. AI-powered inspection and packaging automation are becoming increasingly prevalent, alongside anti-counterfeiting technologies such as holography and RFID. There is also a shift towards custom, patient-centric blister formats to support personalised medicine.
Read more
Ajit Singh
Ajit Singh
Ajit Singh earned his graduation degree from Cambridge University, UK, and post-graduation degree from Harvard Business School, USA. He currently resides in Mumbai, India, and travels widely to study pharmaceutical and allied industries.
Ajit is the Chairman of the ACG Group (formerly known as the Associated Capsules Group of Companies), which is headquartered in Mumbai. He has played a prominent role in the development of the pharmaceutical and allied industries in India and has served as an executive committee member of the Federation of Indian Chambers of Commerce & Industry (FICCI), a regional council member of the Confederation of Indian Industry (CII), Western Region, and other prominent pharmaceutical associations in India. He has also been conferred with prestigious awards for his contributions and thoughtful leadership to the pharmaceutical industry.
Ajit was a founder-member of the Young Presidents’ Organization – India Chapter and the first Indian to be invited to serve on its international board in the USA.
Jasjit Singh
Jasjit Singh
Along with his brother, Ajit, Jasjit started the Associated Capsules Group in Mumbai in 1962.
Jasjit has always been interested in technology – particularly that relating to machine design – and earned a degree in Mechanical Engineering from London University. He has dozens of patents to his credit, and under his leadership the ACG Group has received numerous global awards for technology, excellence and social welfare.
Jasjit has been actively involved with starting new Forums of the Young Presidents’ Organisation. He served as the Chairman of the Mumbai Chapter, and helped found the Kolkata Chapter before becoming a founding President of the World Presidents’ Organisation. Jasjit has also received the Vijay Ratna Award for leadership in Industry, and recognition from UNIDO for his contribution to the fields of pharmaceutical technology and environmental science.
Jasjit’s other interests include self-education, reading, music, collecting rare works of arts and helping young contemporary artists, cooking, and travelling to different parts of the world – especially with his family.

Karan Singh
Karan Singh
An organisational psychologist by education, Karan has transformed ACG from a modest Indian business into a world-renowned institution, revolutionising its vision and long-term strategy to ensure global growth. Karan has overseen ACG’s remarkable digital transformation, adopting breakthrough technologies that not only keep medicines safe, affordable, and accessible – but also vastly improve manufacturing and supply chains. Meanwhile, he has led a series of tuck-in acquisitions that ensure ACG pioneers continuously in terms of innovation and scale.
Passionate about converting ideas into growth opportunities, he supports entrepreneurial visions that solve real-world challenges. As an investor and mentor to more than 35 health-tech start-ups, guiding strategy, technology, expertise and networks, Karan seeks to consolidate the next generation of leadership – one that will secure better access and bridge availability across the global health industry.
Karan serves on the India Advisory Board for the India-Brazil Chamber of Commerce, is Co-Chair for FICCI LAC Regional Council, a key advisor to Nasscom, and an active contributor to the Global Lighthouse Network community of the World Economic Forum. Years of keen basketball-playing underpin his leadership, communication, and competitive spirit, and have brought about ACG-NBA Jump, a grassroots programme to give Indian basketballers a global platform.

Selwyn Noronha
CEO ACG CAPSULES
Selwyn Noronha

Nikhil Kulkarni
CEO ACG ENGINEERING
Nikhil Kulkarni

SR Shivshankar
CEO ACG PACKAGING MATERIALS
SR Shivshankar

Udit Singh
CEO ACG INSPECTION
Udit Singh

Sunil Jha
Chief Human Resource Officer
Sunil Jha

Werner Bongers
CEO SCITECH
Werner Bongers

Nitin Desai
Chief Commercial Officer
Nitin Desai

Shankar Gupta
Chief Sales Officer
Shankar Gupta

Balajikasiram Sundararajan
Chief Digital Officer
Balajikasiram Sundararajan

Alexander Robertson
Chief Marketing Officer
Alexander Robertson

Boilerplate
For over 60 plus years, ACG has been innovating the production solutions for pharmaceutical and nutraceutical companies, that help make people better.
As the world’s most integrated provider of oral dosage products and services, we produce capsules, barrier packaging materials, manufacturing machinery, and visual inspection and traceability solutions. All fully compliant with international standards.
Today, ACG fosters long-term collaborative partnerships with customers in 138 countries across six continents.
Together, we share a common purpose: to solve the world’s greatest health challenges and make it better for everybody we serve.